The build continues on the boring head ball turner with the completion of the machining of most of the major parts. Cutting the AXA dovetail was an especially interesting part of the project which also required a surprising amount of precision. The dovetail machining provided a chance to play with the Randy Richard (Randy Richard in The Shop on Youtube) dovetail cutter which worked great even with the relatively hard tool steel.

Using dowel pins and a adjustable parallel to measure the dovetail opening of an AXA tool holder which is being used as a master.
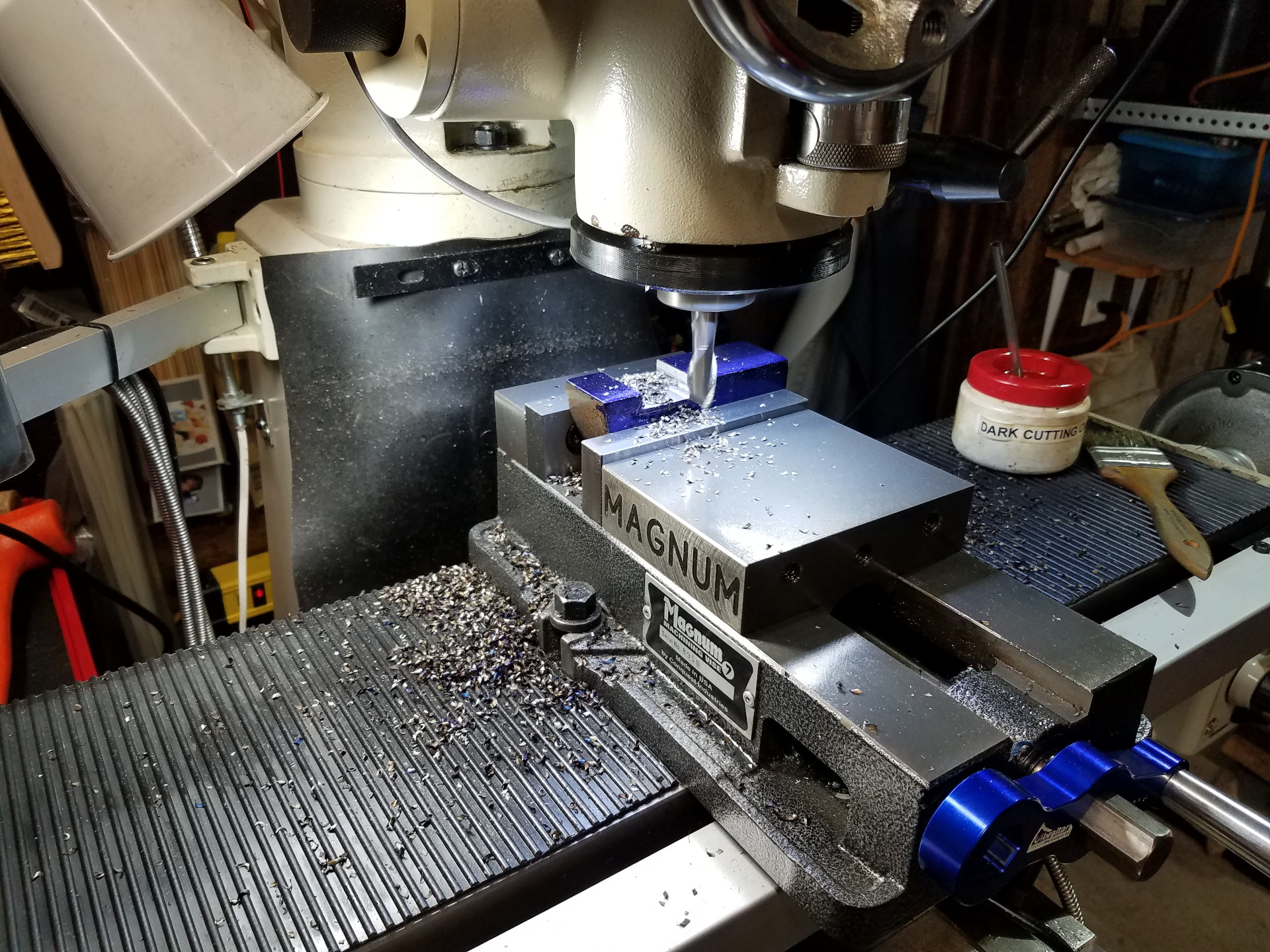
Performing the majority of the milling for the dovetail opening with an end mill.
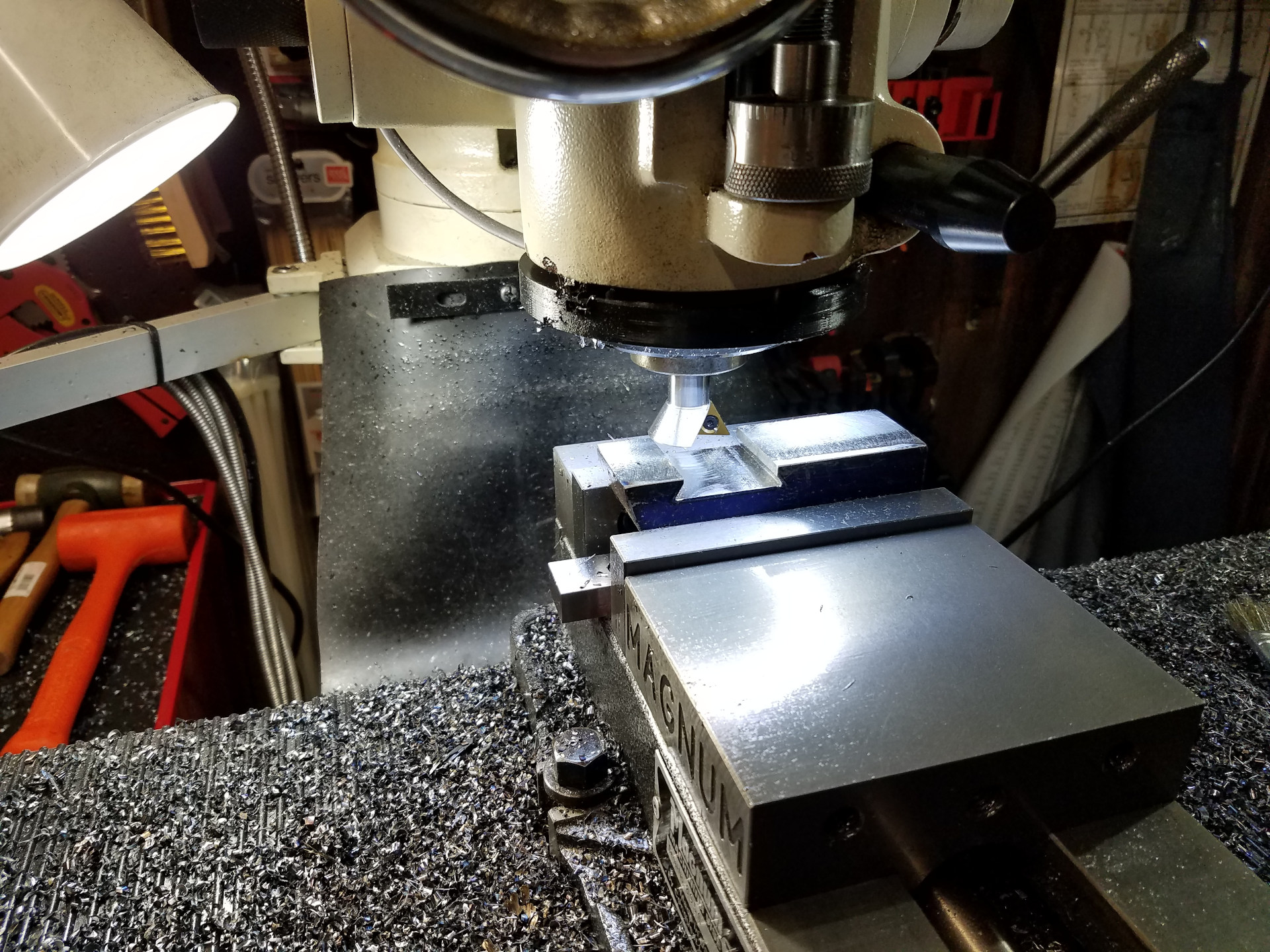
Cutting the AXA dovetail with the dovetail cutter. The tool worked great, but the first time I cut the dovetail it was slightly too large and when inserted in the QCTP the closing handle was clocked at the 7:00 position when closed. Luckily there was enough extra metal in the project for a do-over and the 2nd time around it came out correctly.
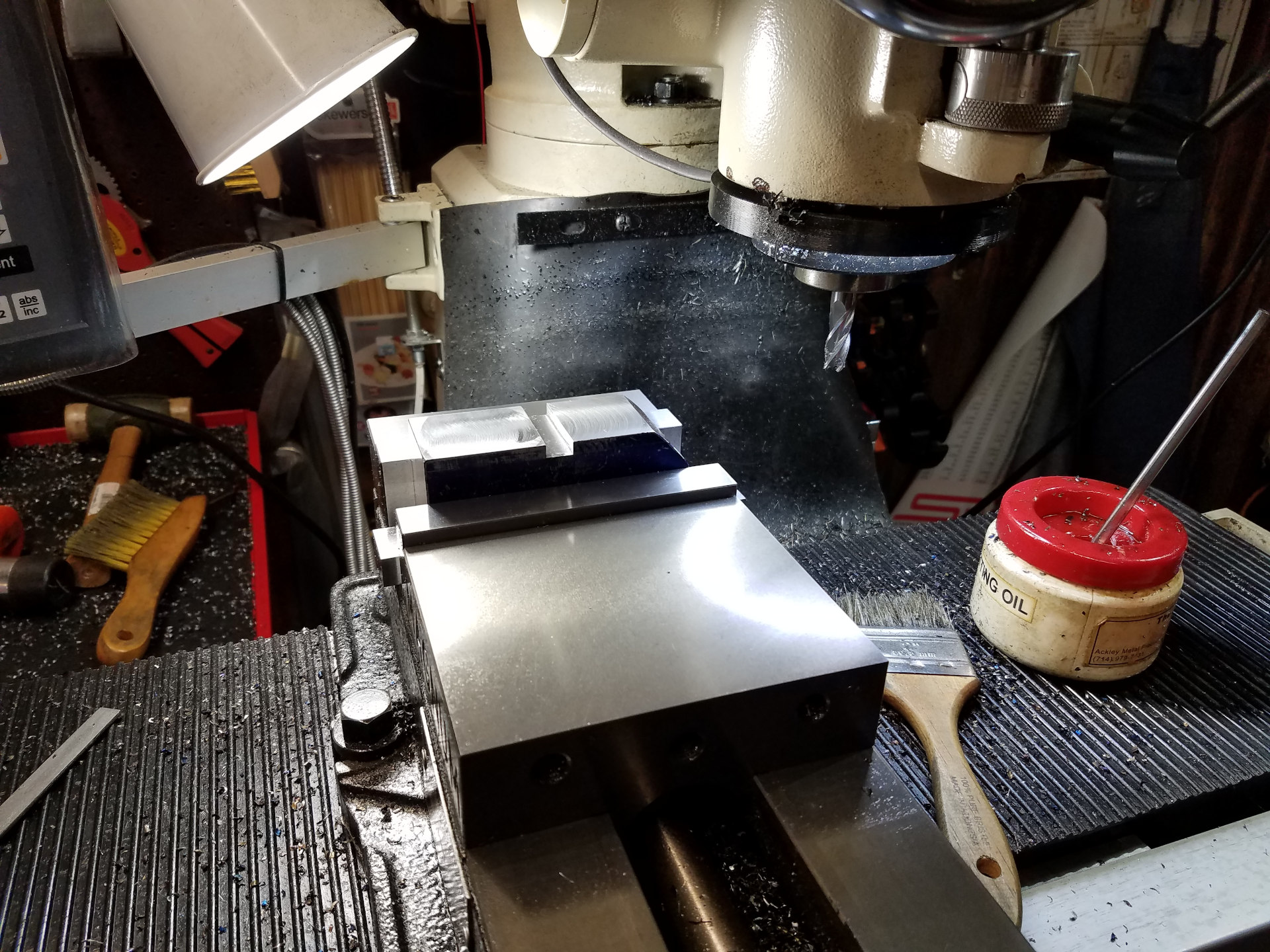
During use, when the boring head is adjusted open some relief is required in the dovetail block. Here I'm starting that work with an end mill.
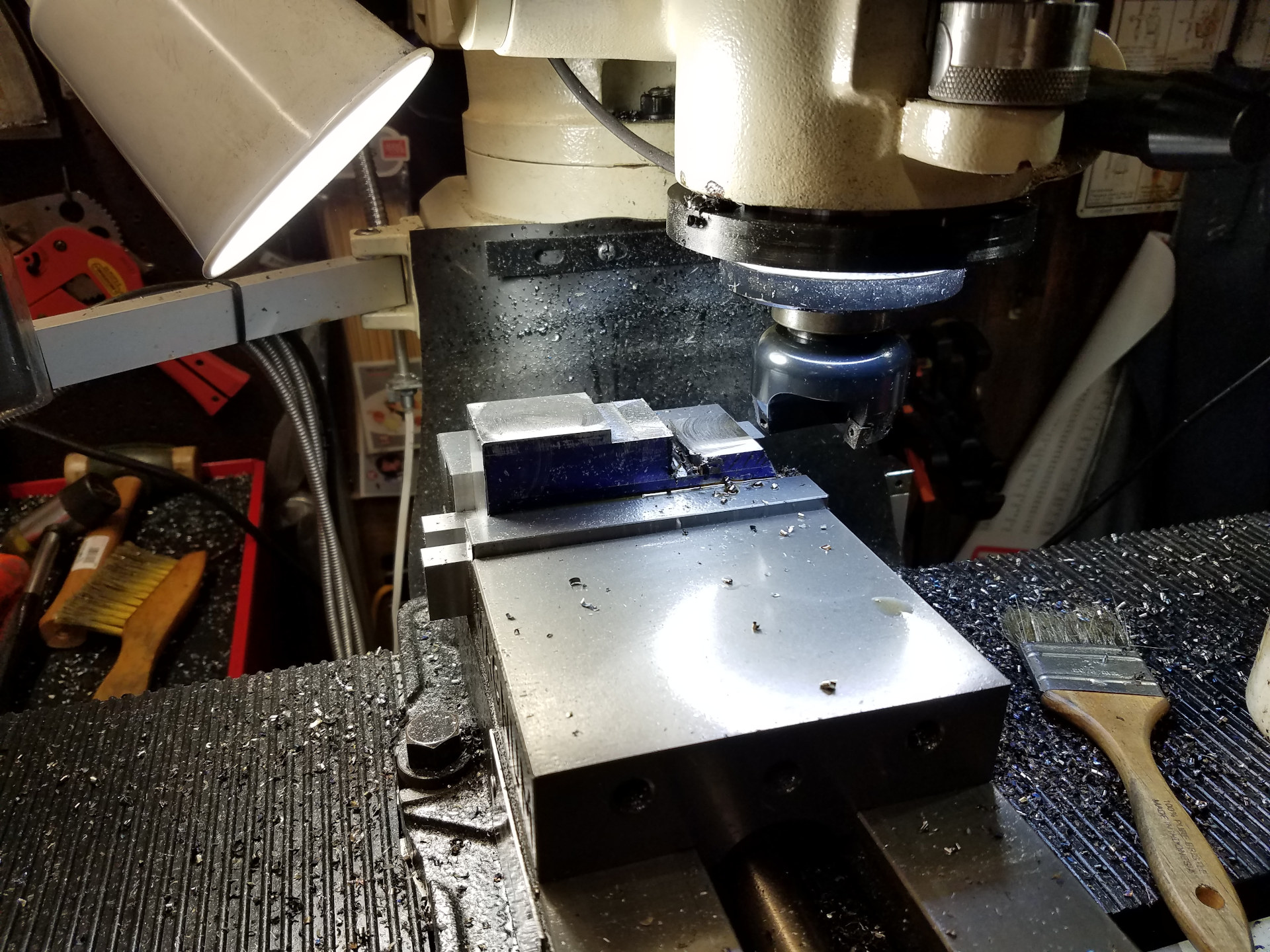
Using a face mill to remove the majority of the metal for the relief cut. This face mill won't cut to an edge hence the need for two operations.

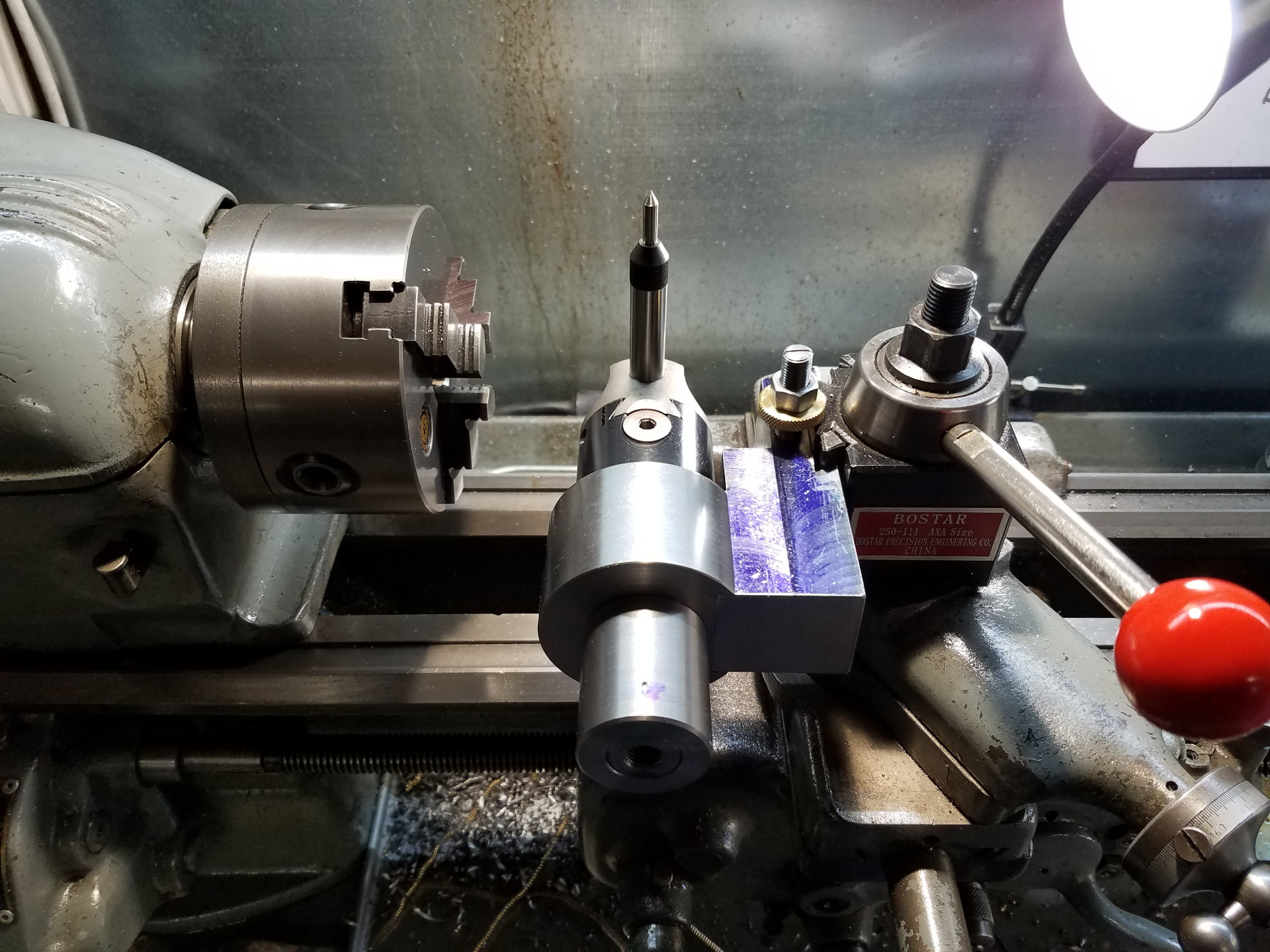
Back on the round piece again to mill the opening to fit the dovetail block. This time I made sure it would fit the first time.

Tapping holes in the round piece for the cap screws that will hold the two major parts together.

Machining the counterbores for the cap screws. Almost all the machining has now been completed on the two major parts of the ball turner.
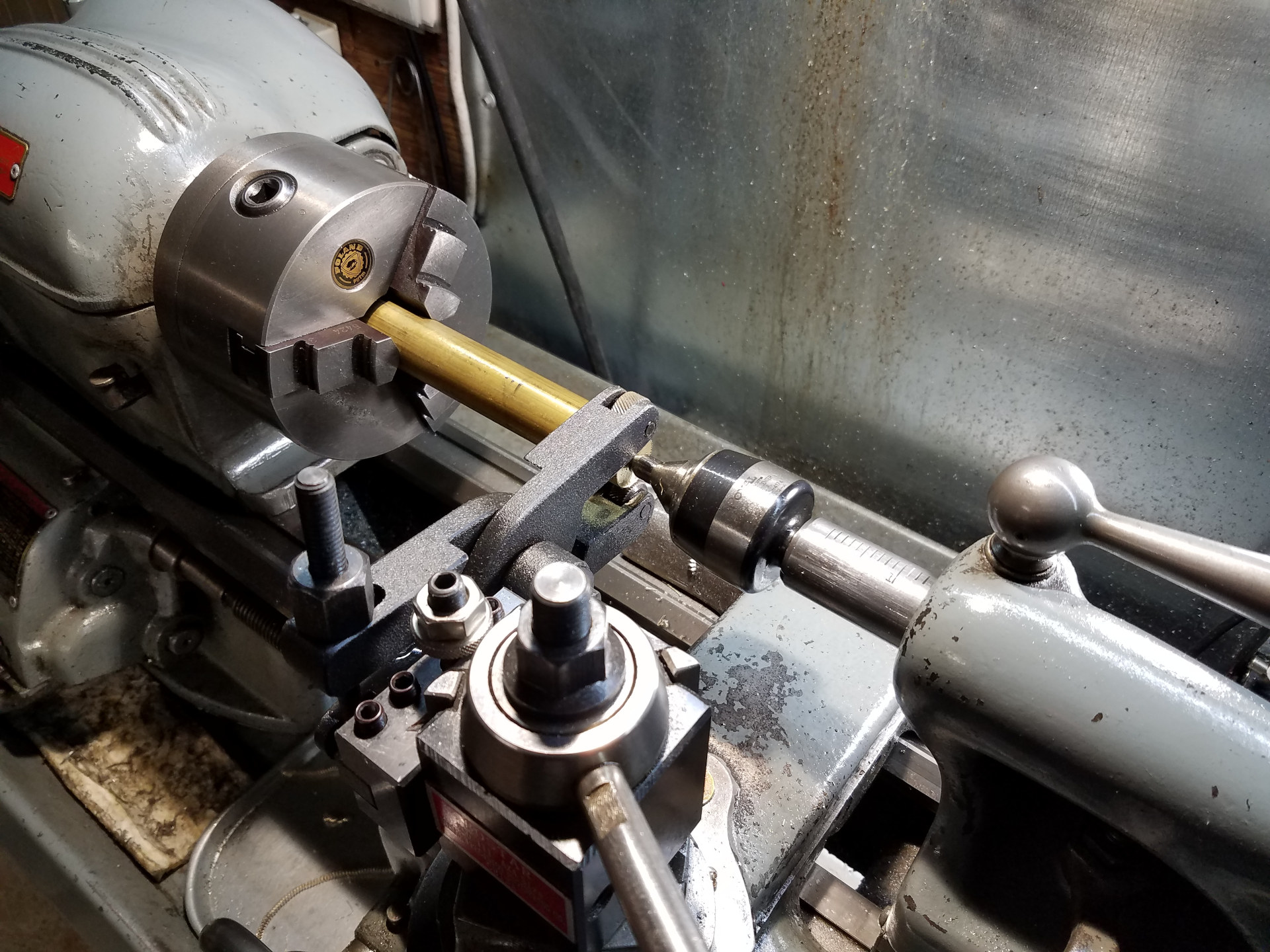
Knurling the height adjustment knob..
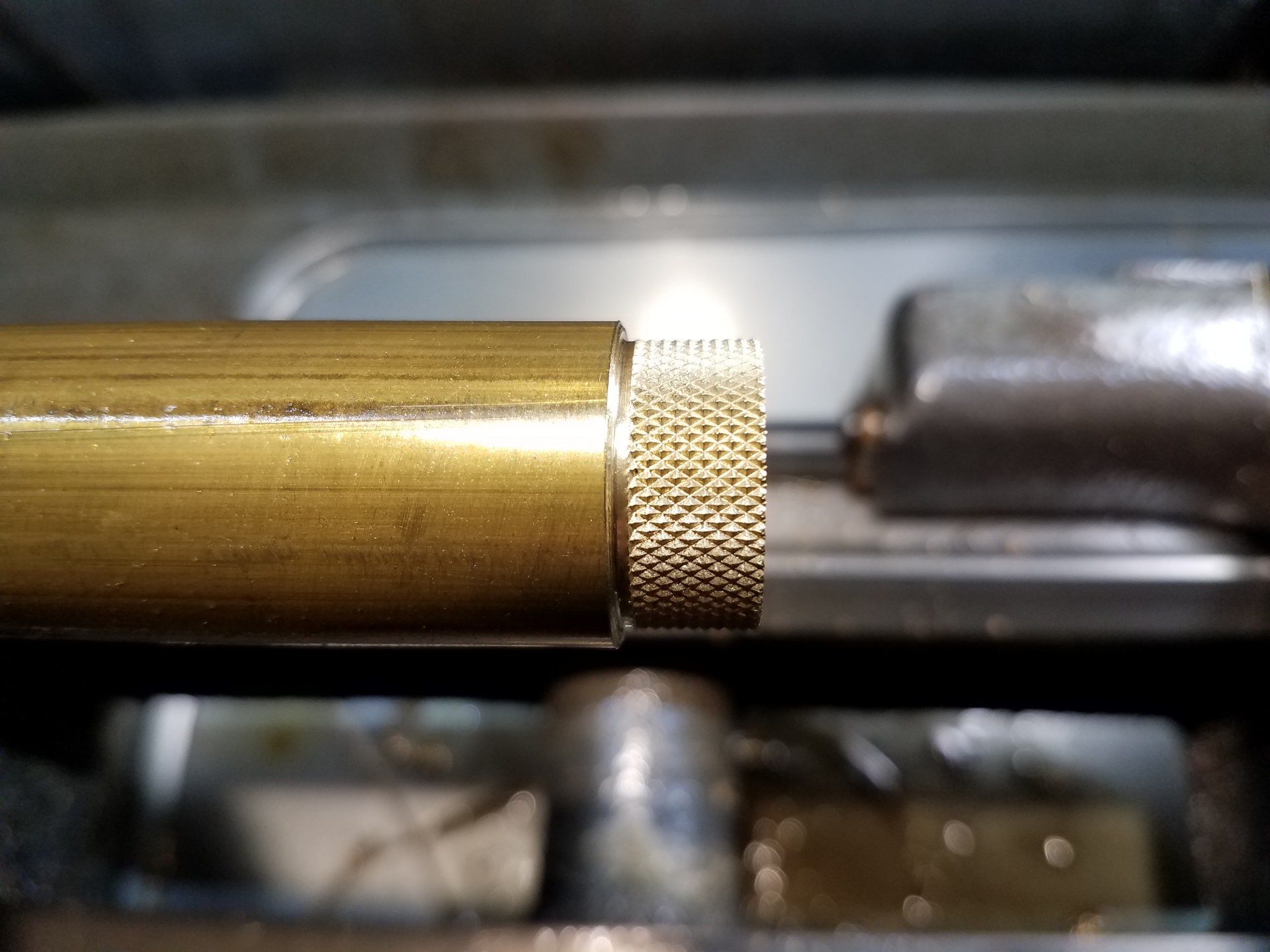
Nice and clean, although this cheap import knurler really needs some work to get everything tightened-up as all the parts fit together sloppily making it a pain to get it adjusted correctly..

Tapping the hole in the height adjuster knob. In retrospect, due to the weight of the completed tool perhaps brass wasn't the best material to use for this although it seems to be holding-up just fine.

The height adjustment stud was threading on the lathe with a die and a screwdriver slot was added with a slotting saw at the mill.

Threading the dovetail block for the height adjustment stud.
Everything is starting to come together now. Here a simple collar to hold the turning handle onto the shank of the boring head is being laid out for more machining.
The ball turner build will be completed in the next post.