I like using stops for repetitive operations and the one on the quill can come in very handy. Unfortunately, like most mills and drill presses the stop is just a knurled nut and it can take quite a few twists to get it into position. Quick adjusting nuts are available, but almost all of them are for SAE threads and all the threads on this mill are metric. The project is to make a new threaded rod for a quick-adjust stop nut. It's a simple single-point threading job on the lathe and they are always fun.
During the last big Enco sale I bought a Morton Quick adjust quill stop (#1220-S).
http://workholdingcomponents.mortonmachine.com/viewitems/workholding-components-nuts/quill-stops-1?
It's nicely manufactured and made in the USA. This stop is for 1/2-20 threads.
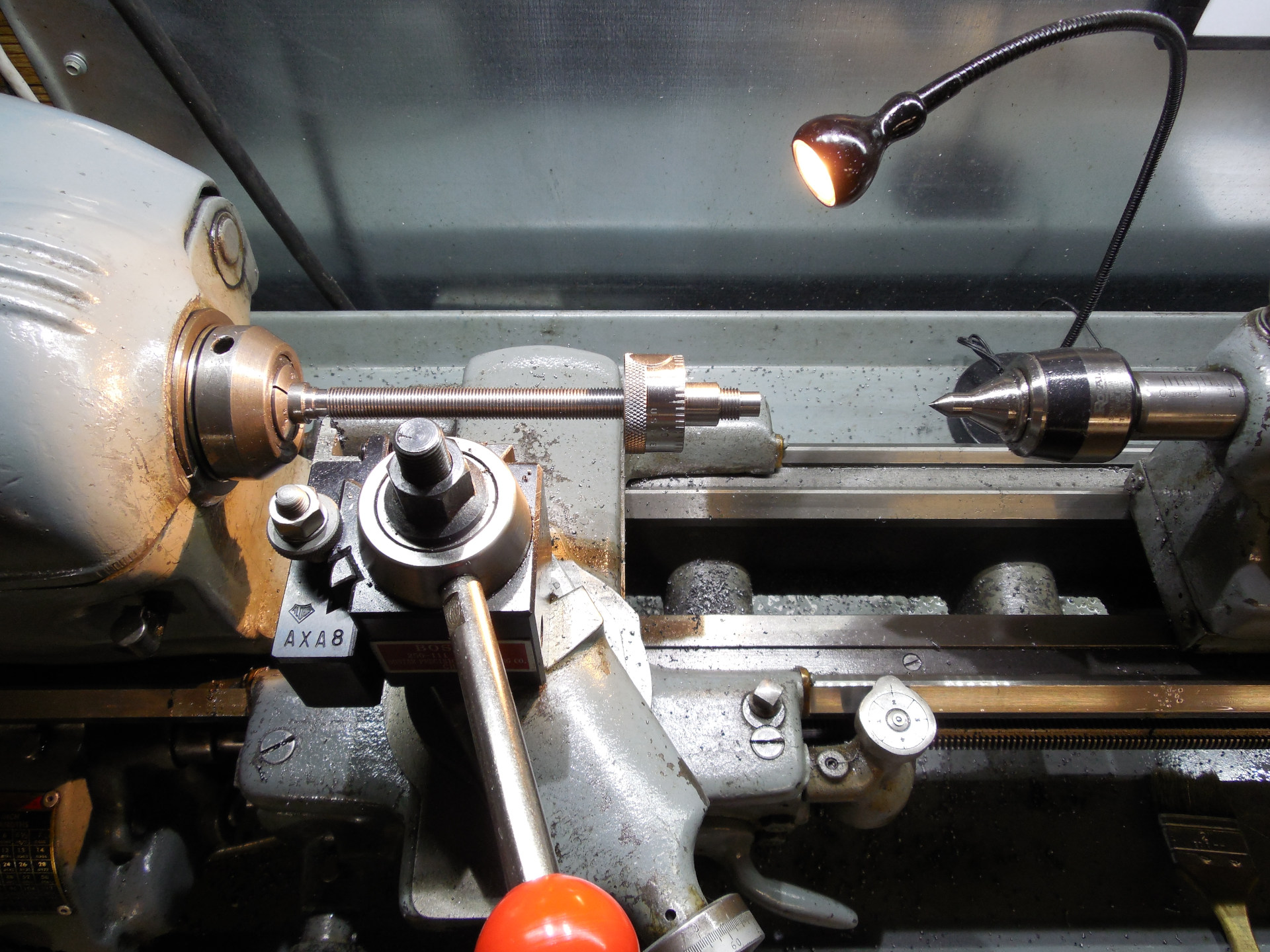
Here we are trying the stop on the freshly-turned 1/2-20 threads. You push a button in on the side of the stop to slide it up and down the threads. When you release the button, it snaps into the threads and you can turn the stop normally using the markings for further positioning.
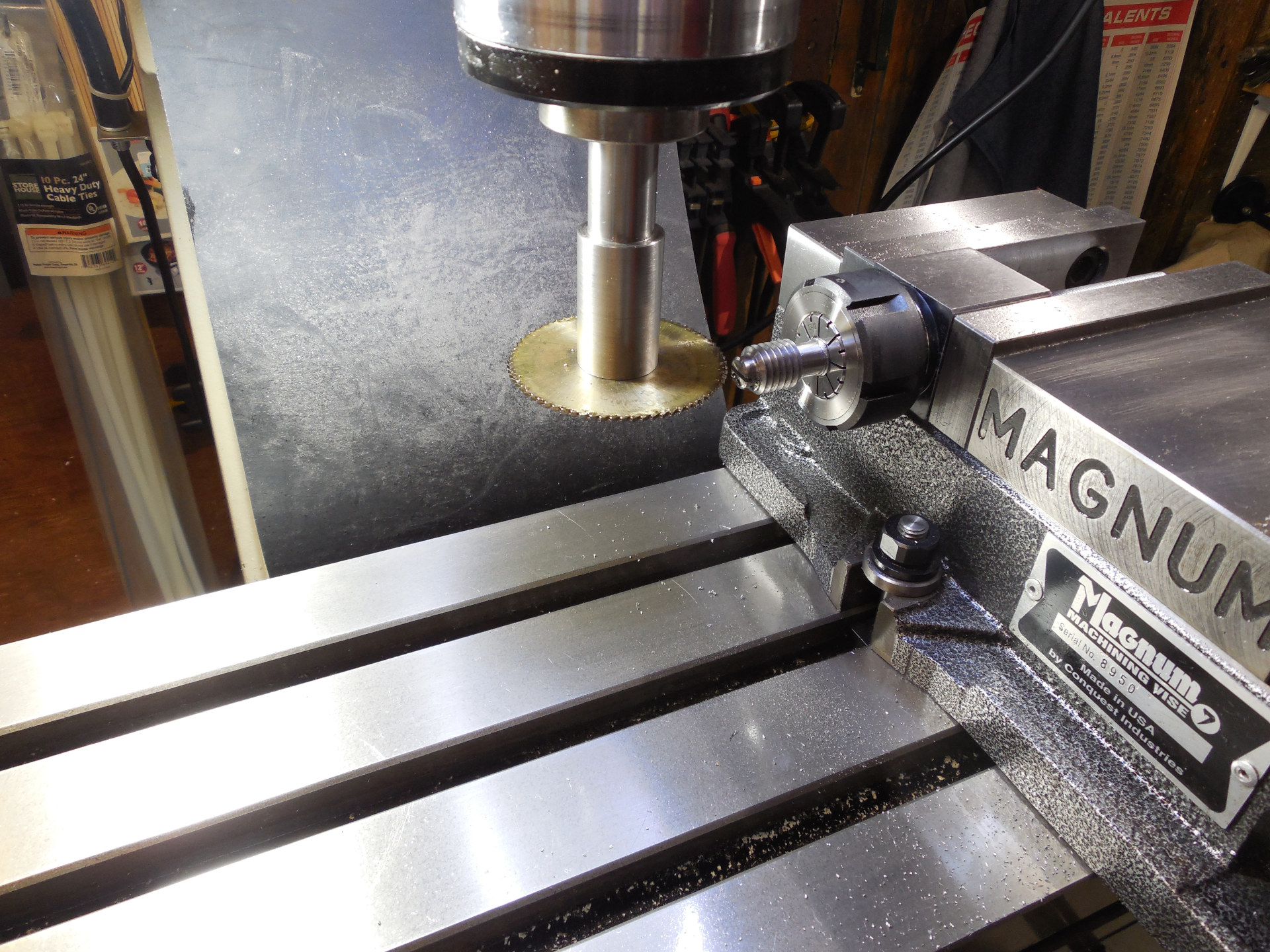
The mill is getting into the action by cutting a screw slot into the bottom of the newly threaded rod. Also got to use my brand new collet block and ER collets. Sweet!
The bottom of the rod is screwed into the head casting. The threads in the casting were, thankfully, a really coarse SAE thread, I think 11 TPI.
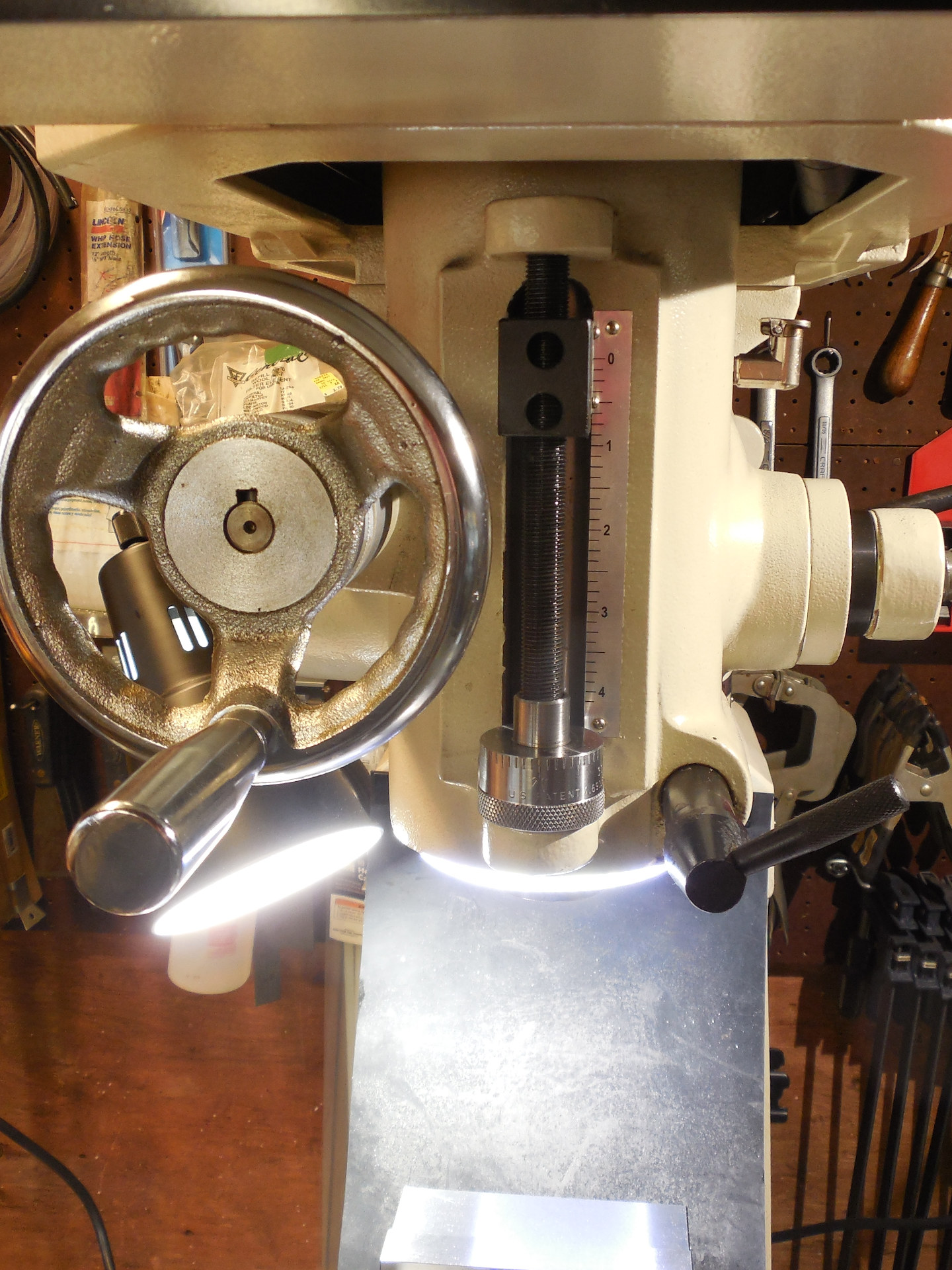
And now it's all together, with the stop in the parked position the whole way down at the bottom. I used blueing on the threaded rod for some corrosion protection and to match the rest of the hardware.

The stop is now pushed up against the quill dog. It works perfectly and looks nice.