Made a crank adapter for the knee on the mill. This allows you to move the knee with a drill, in this case via a 3/4" hex. Basically a poor man's power feed.
While you can get this type of adapter commercially, my mill doesn't follow the Bridgeport standard so it was DIY or nothing.
On Frank Ford's website he presented a novel idea on how to cut the notches.
http://www.frets.com/HomeShopTech/Tooling/MillHandwheel/handwheel.html
Basically, you put the edge of the end mill on the center line of the adapter. You will get the tooth pattern of the crank when you traverse the hub. Neat!
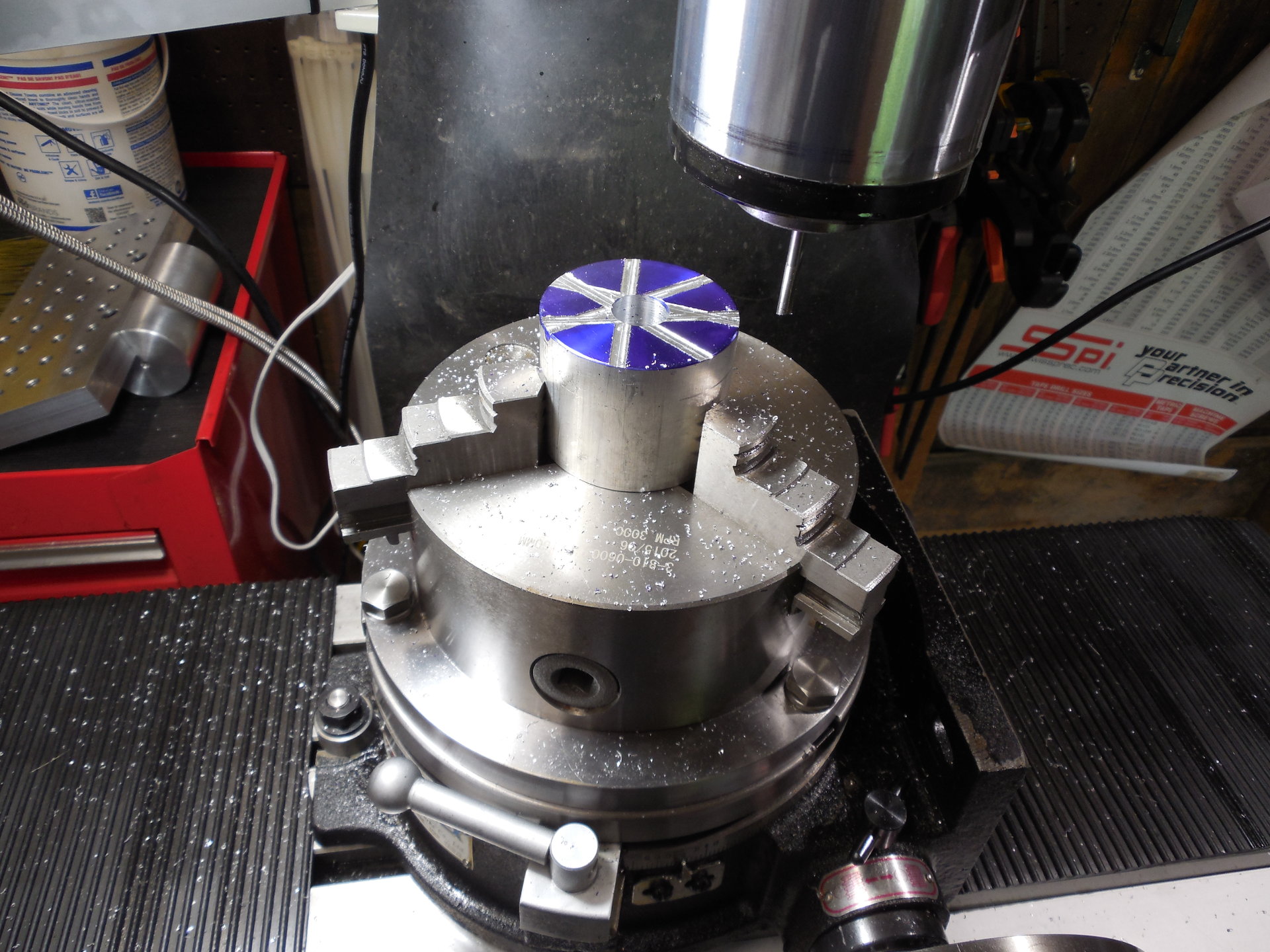
I started with an aluminum rod to practice. I'm about 1/2 way through cutting the slots in this picture.
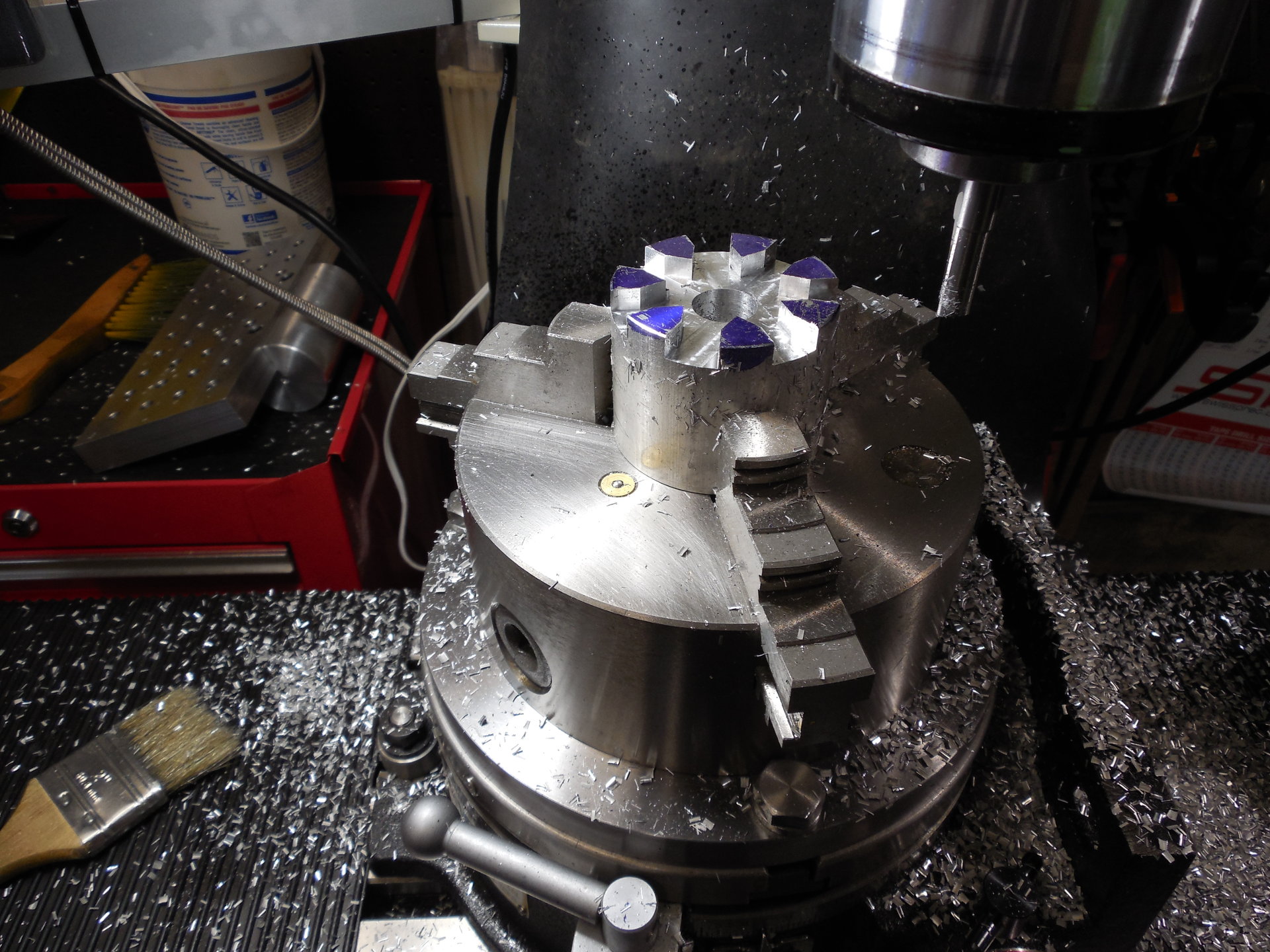
Here I'm finished with the test piece. It fit perfectly!
Now it's time to start cutting the real piece with 1018 steel.
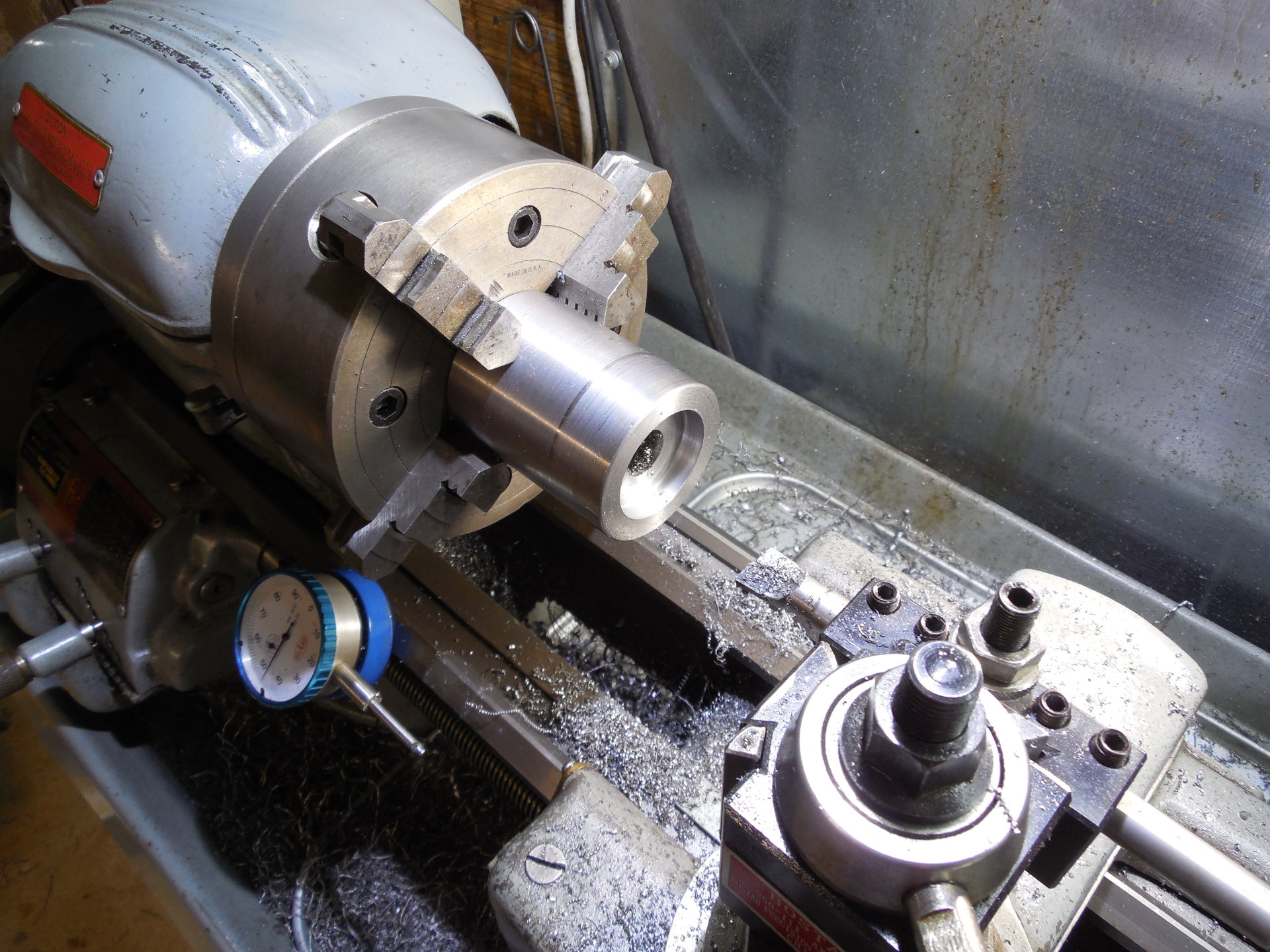
Done turning the socket end on the lathe. For easier work holding, I will leave it round and come back to the lathe later when the slots are cut on the mill for the taper.
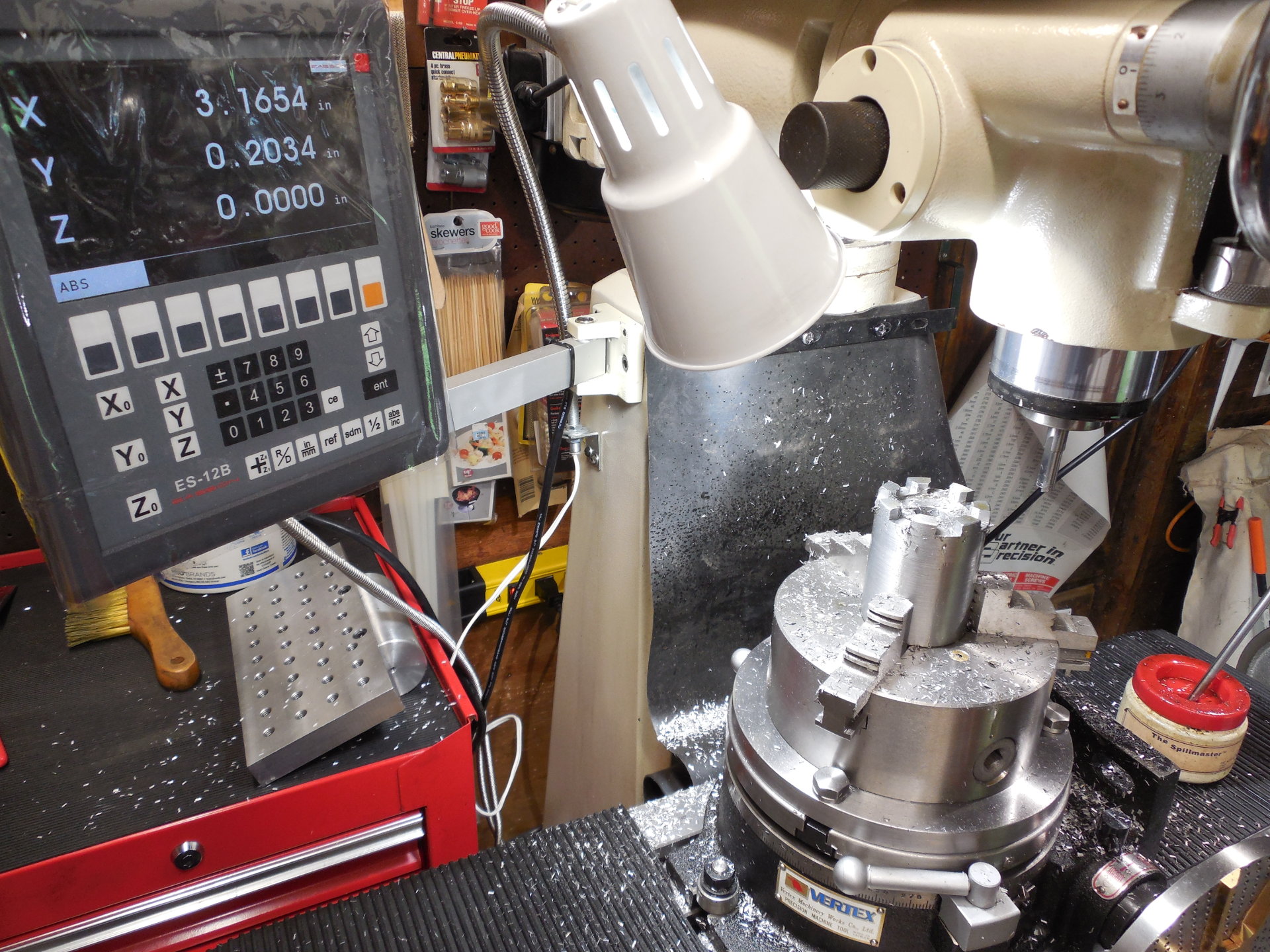
The slots have been cut. Notice the Y offset of .203 for a 13/32" end mill which I was lucky to have. At the bottom of the picture you can see that I have dividing plates for this rotary table which made this job easy.

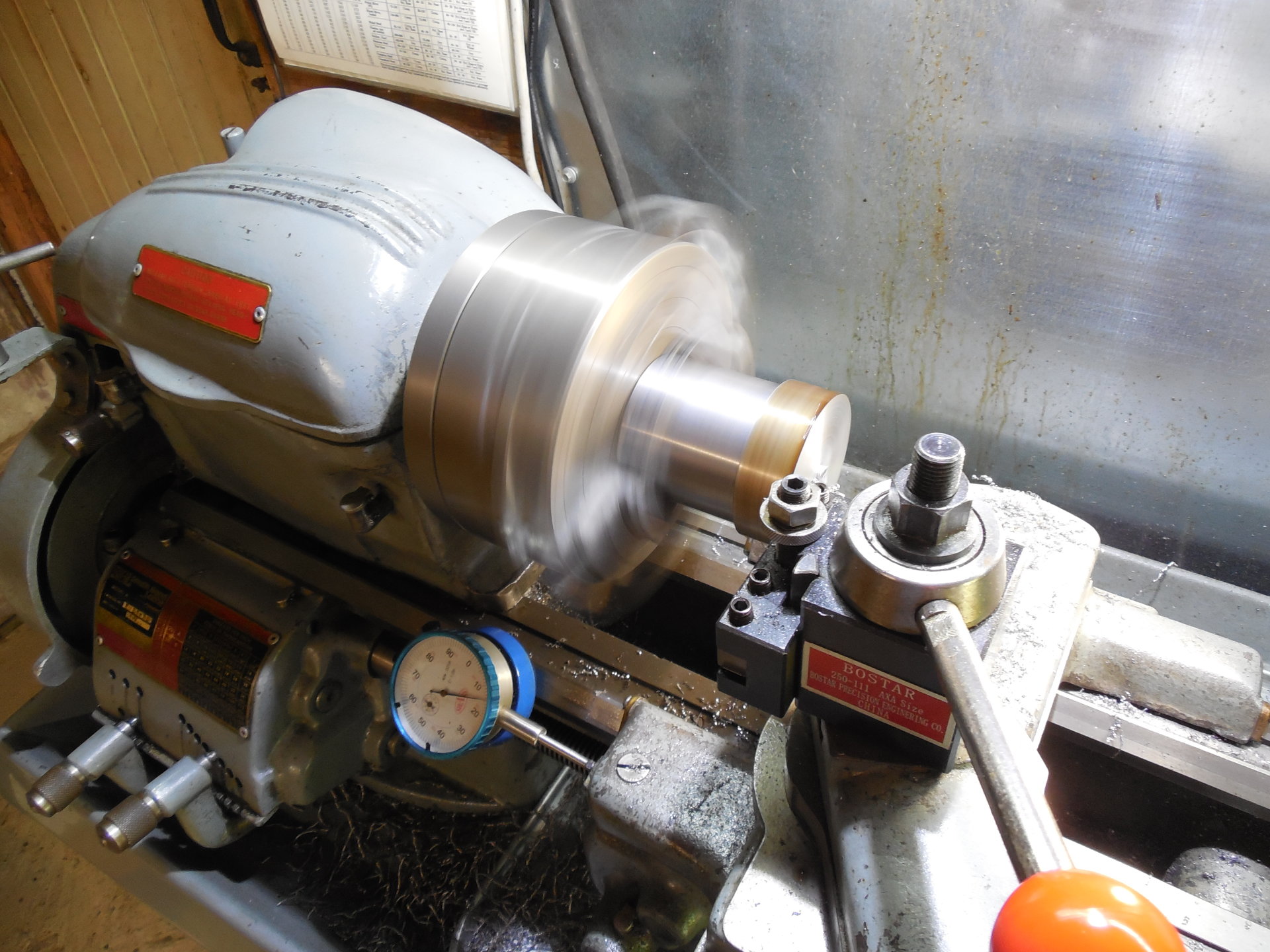
The adapter was then taken back to the lathe to turn down the one end and put in a taper. A piece of hex bar was turned round on one end, pressed into the adapter with a pin applied for safe keeping.

Just last weekend I finished installing a 3 axis DRO on this mill and being able to adjust the Z up and down with a cordless drill was a big time and labor saver. It fits perfectly and was a fun project.