Using the lathe for turning balls and adding a radius to rod ends is a common enough occurrence for me to warrant specialized tooling. Years ago I bought a kit version of such a tool with the frame made out of aluminum. It worked, but it was difficult to set the tool depth and it's lightweight design (like a tuning fork) meant that it wanted to chatter during cuts. Something better was needed.
After I procured a Criterion boring head, which I found much nicer to use than the Asian import as shown in the article Boring Head Showdown, I dedicated the import boring head as lathe tooling and in this case a ball turner. Online I had seen quite a few ball turner builds using a boring head and the heavy duty AXA #4 boring bar holder as a fixture to hold the boring head shaft. Since I had a spare holder of this type this seemed like the ideal way to go. Unfortunately, after a few hours of machine work and several try-outs of the prototype on the lathe, it became evident that my lathe simply didn't have enough cross feed travel to make such a design work well. At this point, the whole project was scrapped and I was quite disgusted.
About a year later, I came across this video from Ade Swash showing a boring head ball turner for the Myford lathe:
He used a setback design to hold the boring head away from the lathe centerline to keep the crossfeed travel sane and also designed a very clever cutter using a round carbide tip. Reinvigorated with new ideas, I went about making my own version of Ade's ball turner design for my lathe. I highly recommend you watch Ade's video first to see the original inspiration.
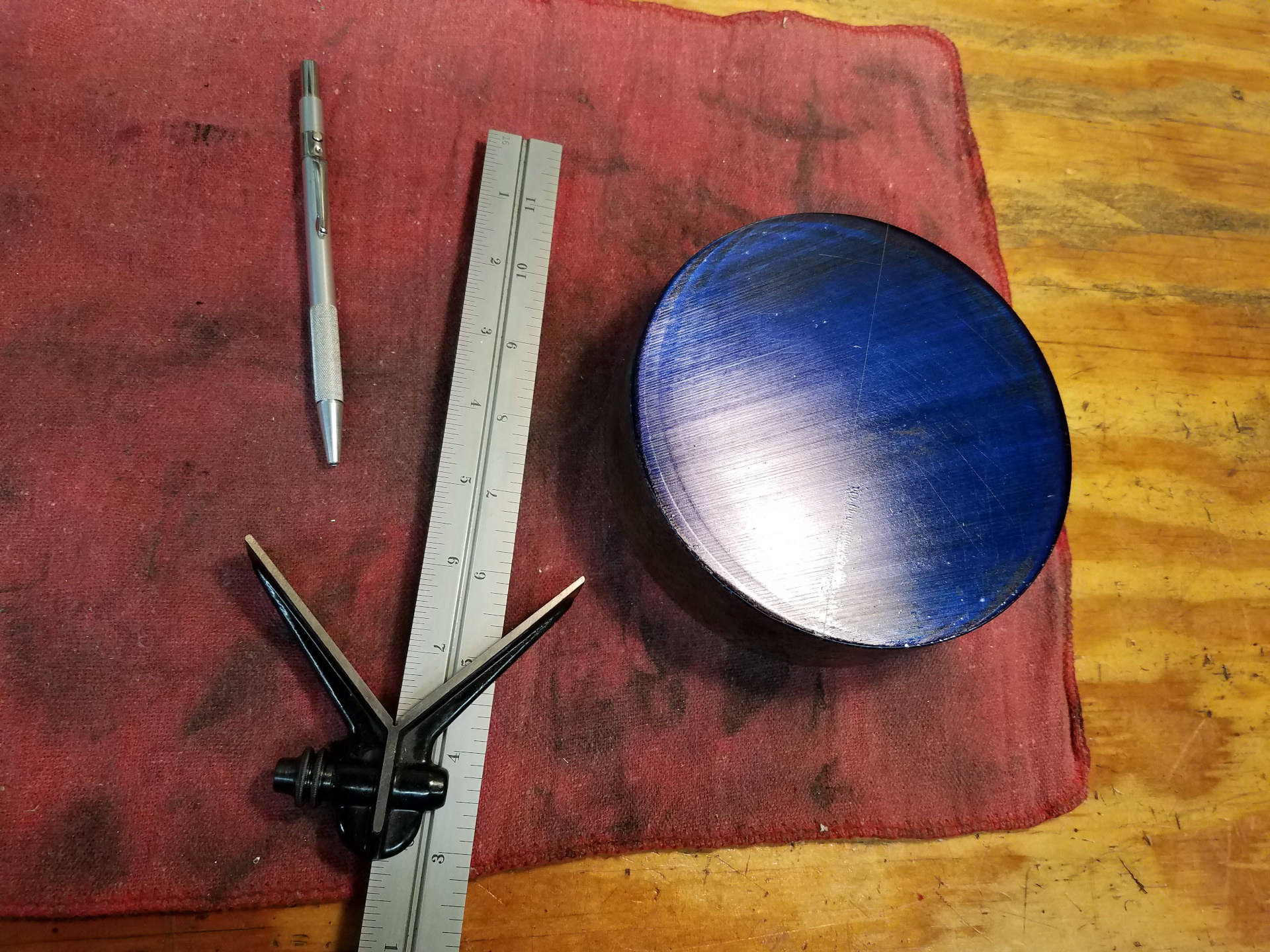
Awhile ago a slug of tool steel was bought on Ebay for just such a project. I'm not exactly sure what grade of steel it is, but while it does machine well you can tell it's reasonably hard. I only needed half of it for this project, so off to the band saw.
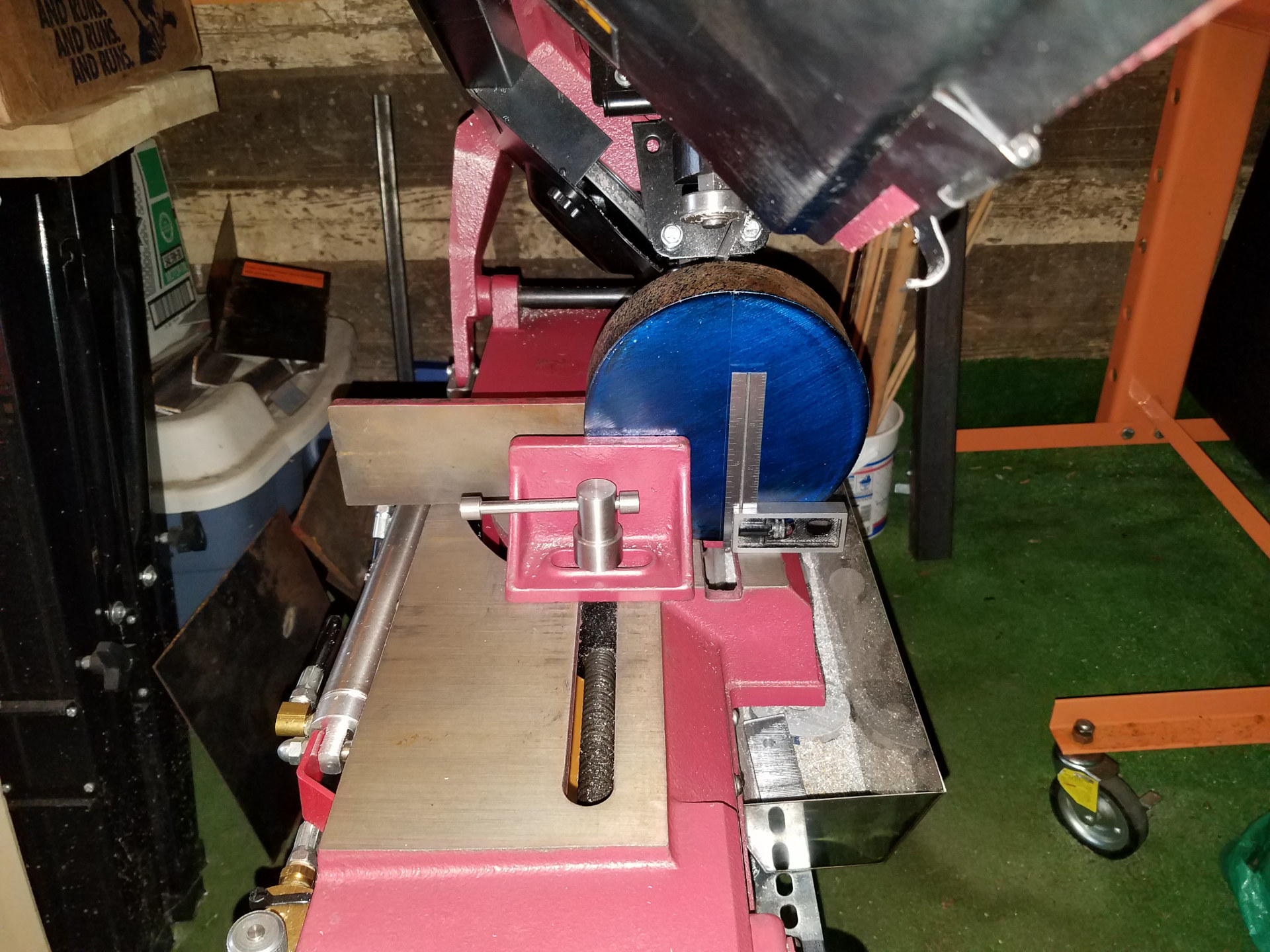
The size of this piece of steel is pushing the little drop saw to it's limits.
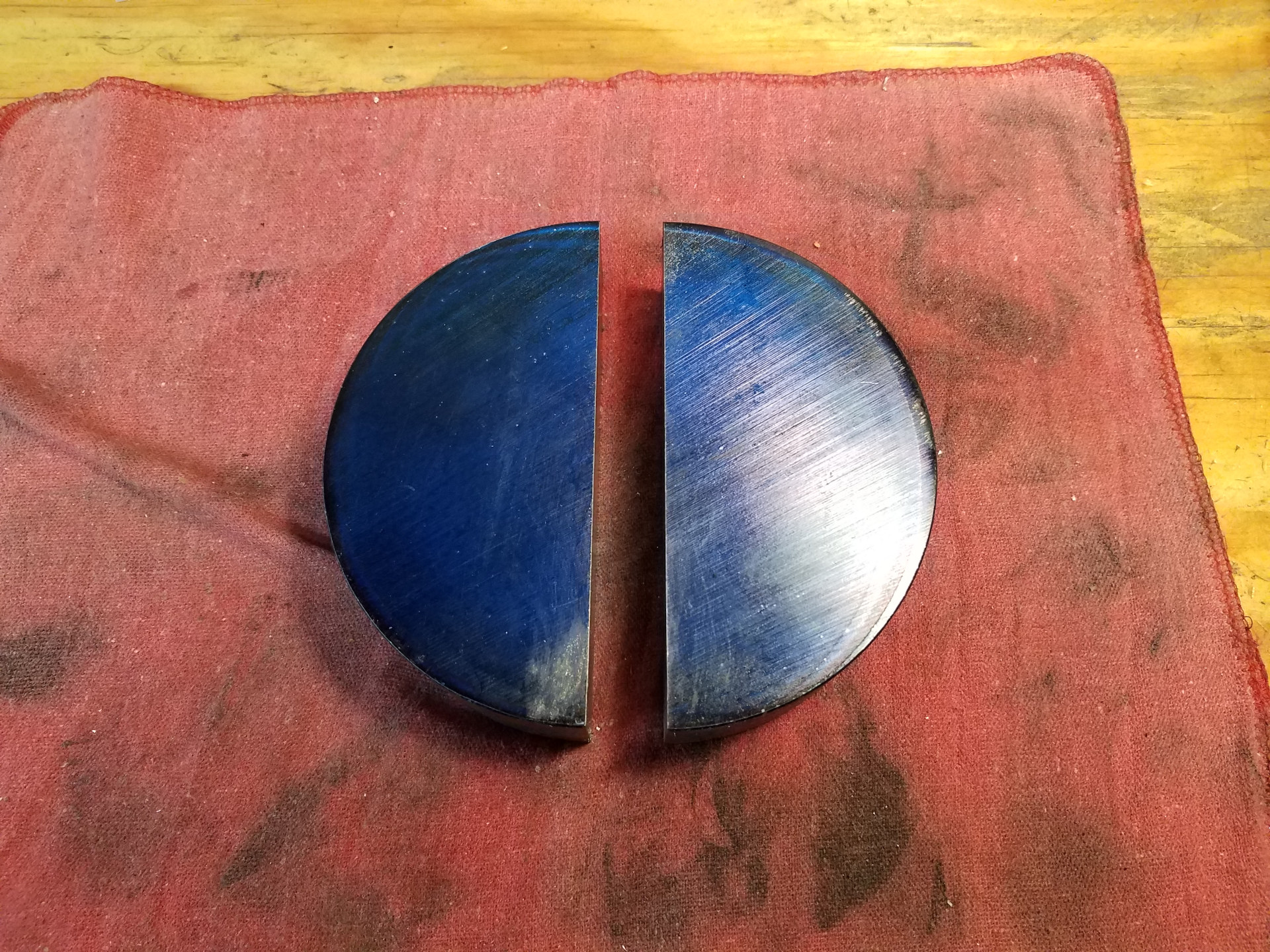
The little band saw came through and did a great job with a nice, straight cut. That was one hard piece of 1 1/2" thick steel and I'm glad I didn't need to use a hacksaw!

A few more cuts and the steel was worked into a reasonably square shape for easy work holding in the mill. This piece will be the part of the ball turner with an integral AXA dovetail so the tool will fit directly into the lathe's quick change tool post (QCTP).

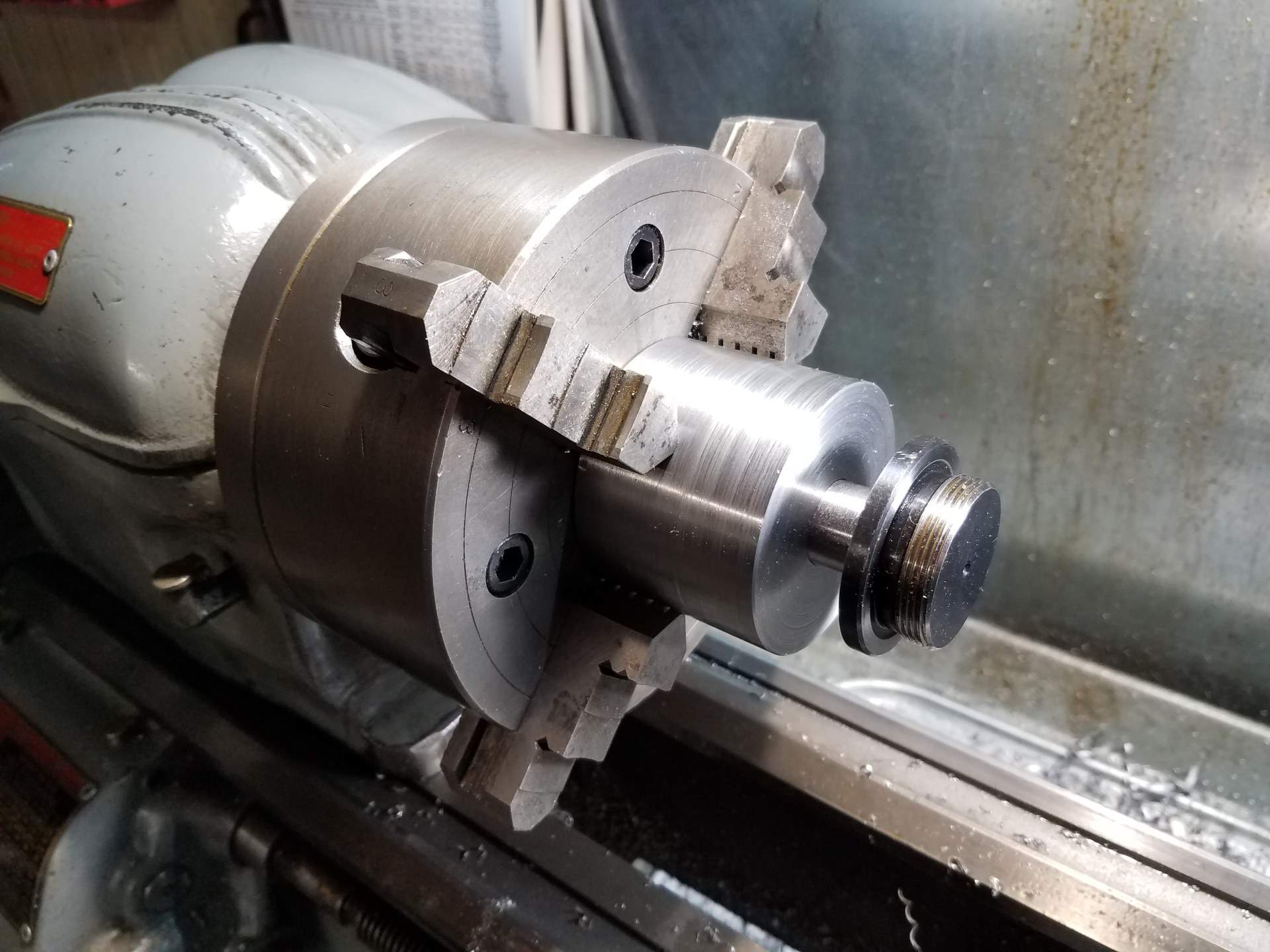
One advantage of this boring head is that it has threaded, removable shanks. Here what used to be the R8 shank is being turned down to a straight shaft of the appropriate size. The MT2 shank is also available if the boring head is needed for taper cutting using the modified tailstock offset method.

The other part of the tool will be a round piece that will hold the shank of the boring head and act as a bearing surface. Here I'm drilling out the hole in preparation for boring it to size.
And here the fit between the shaft and round piece is being checked. Looking good.

Held by an adjustable arbor between centers, the round piece was polished with sand paper and a scotch-brite pad.
The ball turner build will be continued in the next post.