Machining of the T-Slotted cross slide continues with drilling and tapping the compound mounting screw holes and engraving compound index marks in the top of the cross slide. Some paint was bought that was color-matched to an original South Bend accessory and that was applied to the cross slide. After seeing how well additional oilers worked with the saddle, some new oilers were also added to the cross slide for lubricating the dovetails.

Held via an angle plate, the compound tightening screw holes are drilled and tapped. The digital angle cube is very handy for setting non-critical angles such as this.

An engraving bit is used to mark the index marks for the compound in the top surface of the cross slide. Before permanently engraving the compound, I did a sanity check of the marks while the cross slide was installed on the lathe versus what was shown with the mill's DRO and everything matched.
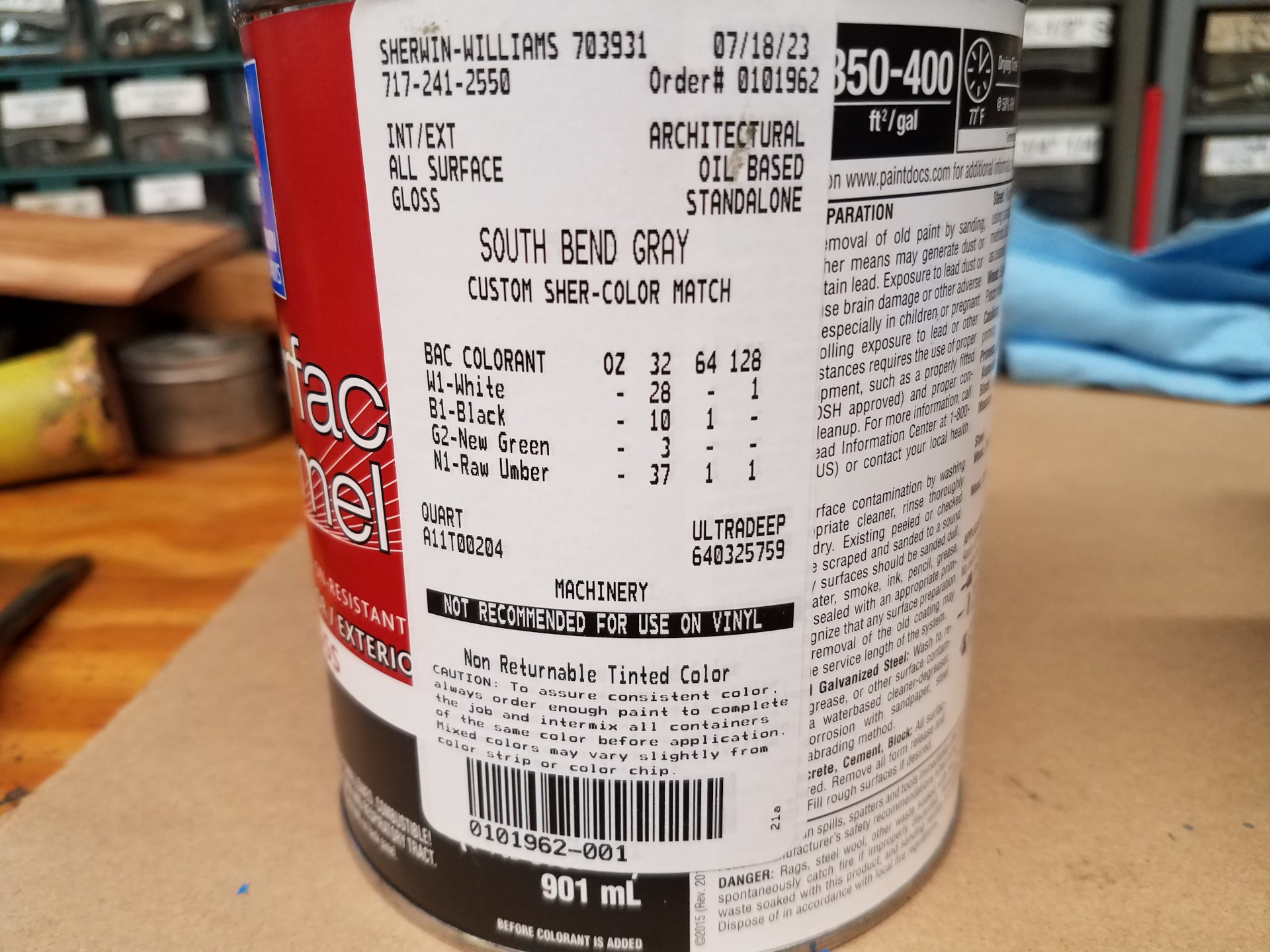
The un-machined areas of the cross slide casting will need painted so an OEM South Bend accessory was color matched at the Sherwin-Williams paint store with their industrial enamel paint. There are many shades of South Bend gray but this is the formula for what I used.

The follow rest is the OEM painted part and the lathe stop beside it was painted with the new paint and it looks like a good match to me, certainly accurate enough for an old metal lathe. The paint itself is the old style enamel type with lots of volatile chemicals that will cause cancer in California and it covers great and holds up well!
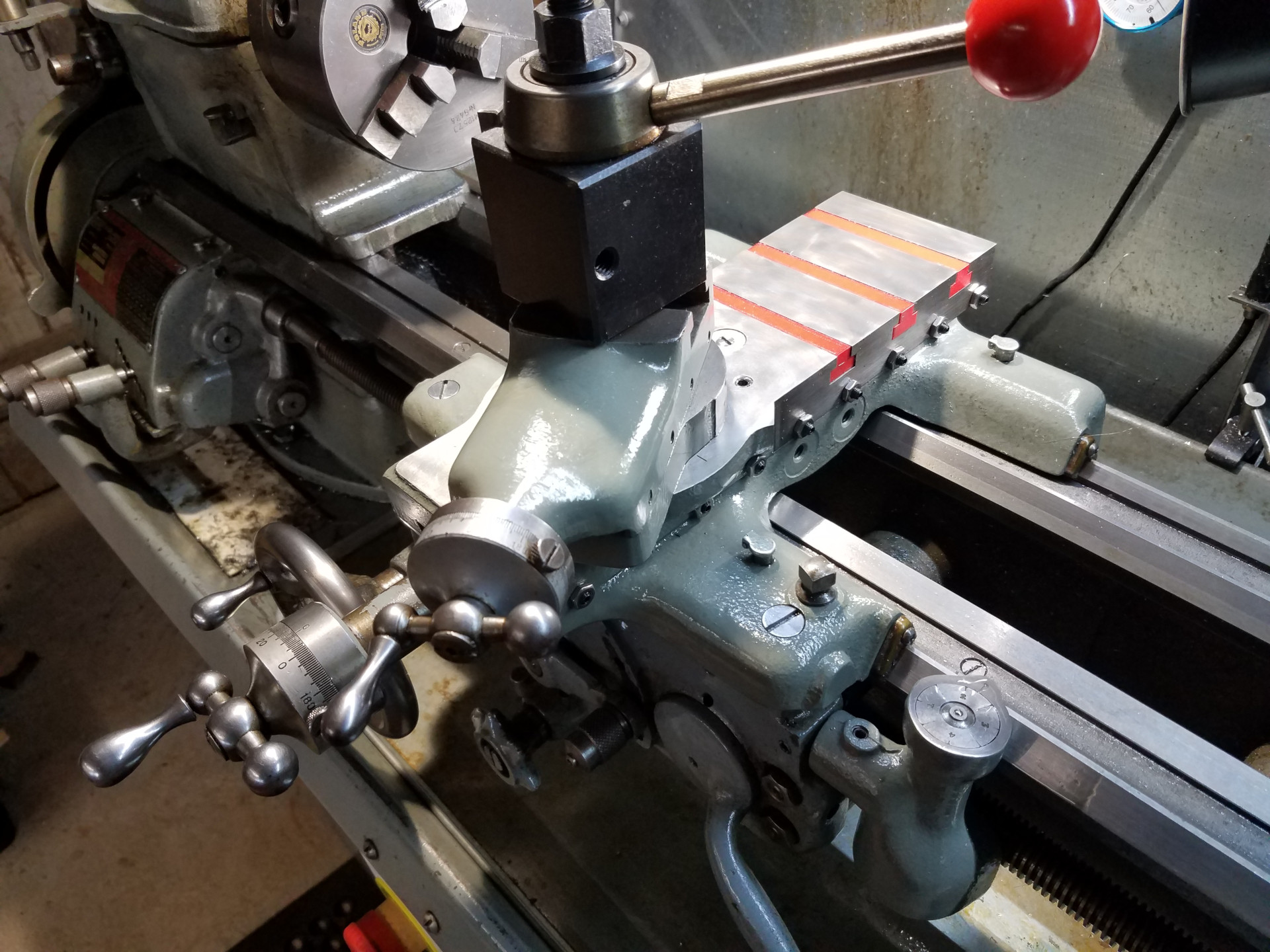
Here's the new cross slide mounted on the lathe, gibs adjusted and 3D printed T-Slot inserts installed. The new cross slide works great with the newer saddle. No binding at all during movement or any other problems at all.
One thing I wanted to add was some oilers for the cross slide dovetails as these are difficult to adequately lubricate using the standard procedure. The additional Gits oilers that were installed in the saddle have me spoiled.

Here I'm drilling the holes for the oil fittings at the top of the cross slide.
With the saddle oilers I intentionally used the Gits oilers with the spring-loaded cover as that's the best way to minimize the chance of debris getting under the saddle. That's important for the saddle as it's difficult to remove and clean. For the cross slide, I chose to just go with the straight fittings with a ball check valve as it's much easier to mount these fittings so they are out of the way. Unlike the saddle, the cross slide is removed periodically to grease it's lead screw and the dovetails will be cleaned at that time.

Lining-up for the hole that will go from the top of the dovetails to the bottom of the oil fitting cavity.
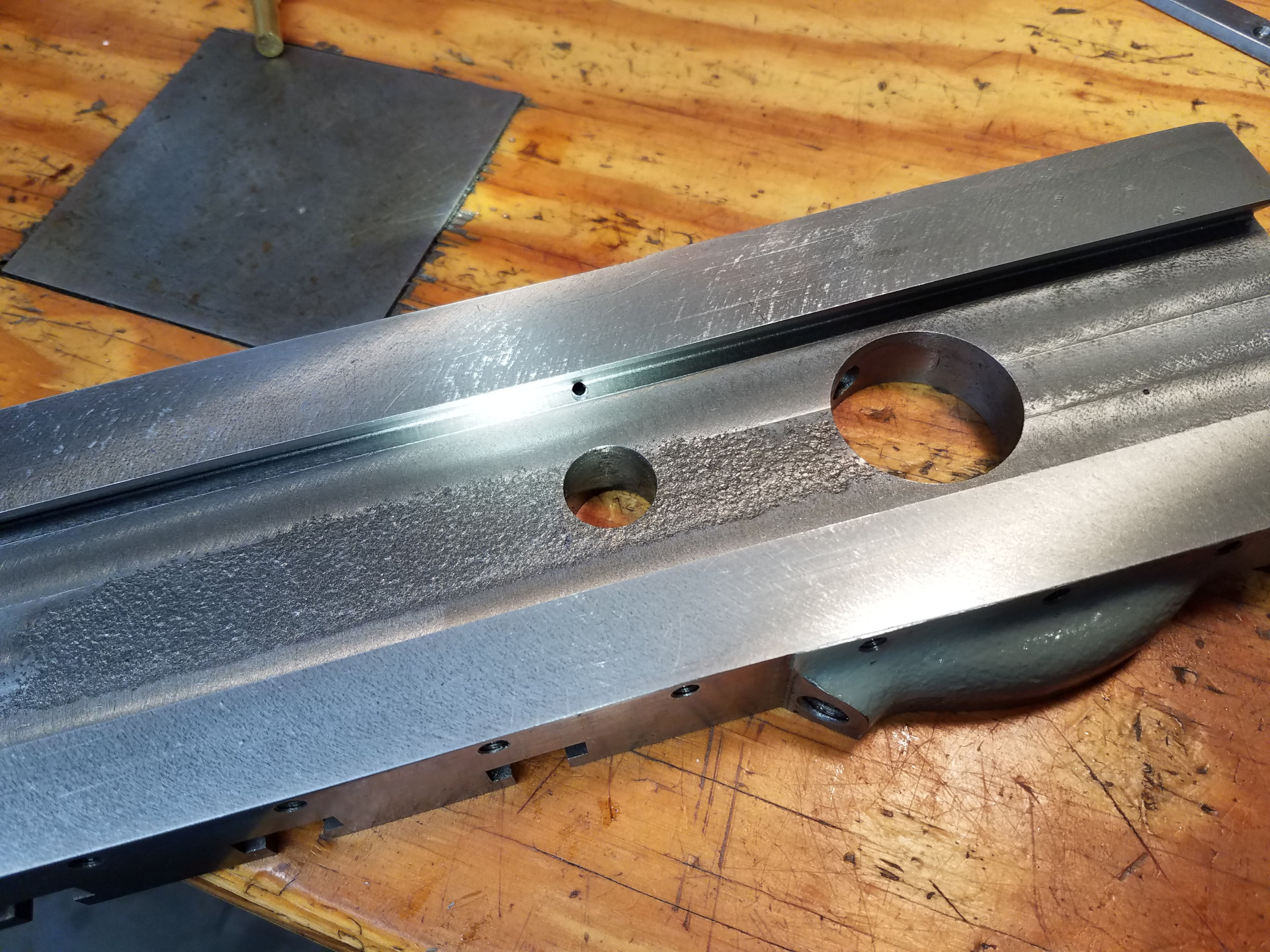
The oil hole itself, one for each side.
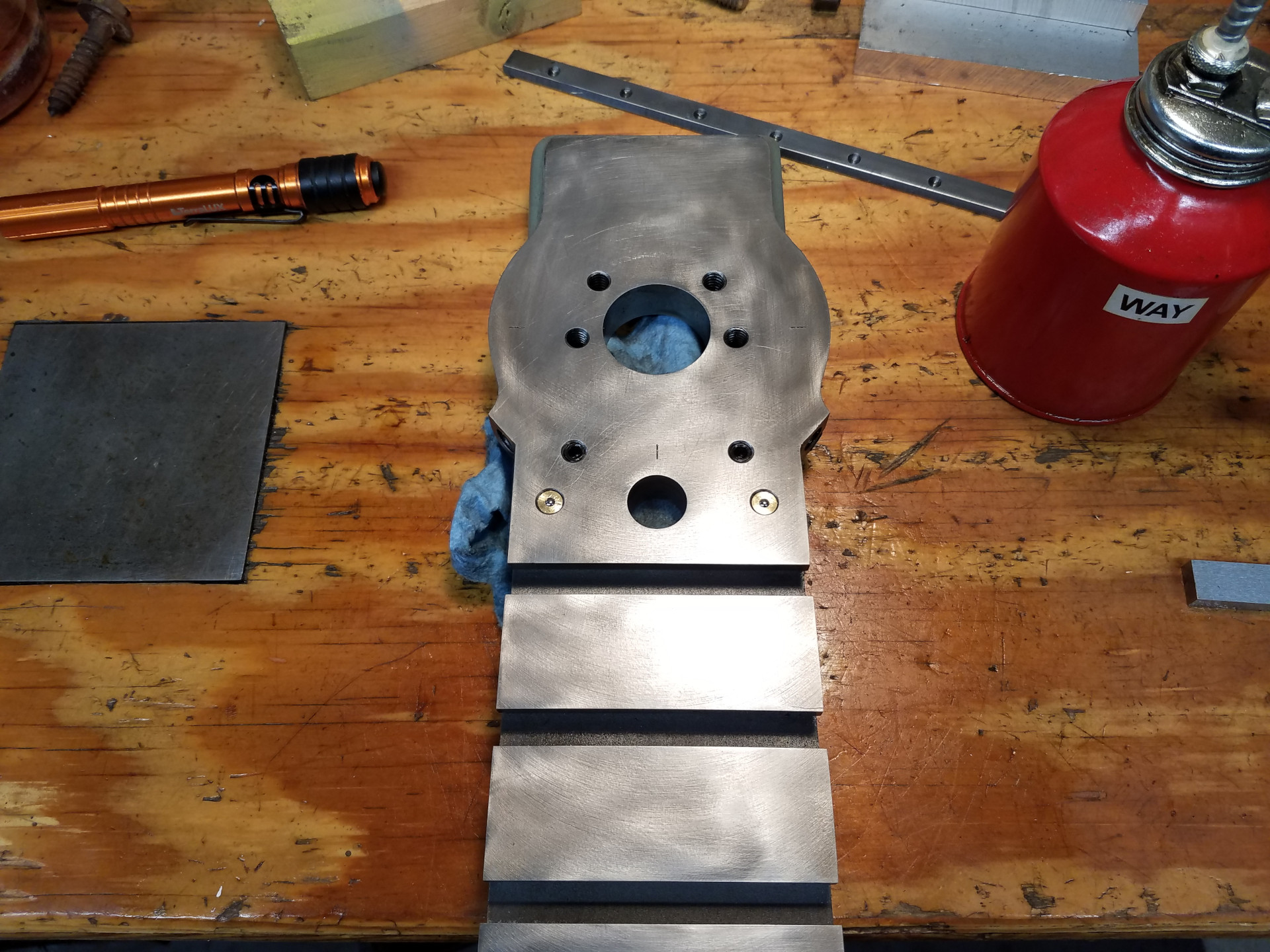
The oilers installed in the cross slide. They are installed so they are completely below the top surface of the cross slide so objects can be clamped at any location. While no T-Slots are located under the compound, notice a matrix of tapped holes to aid in holding work at this part of the slide.

The completed cross slide installed on the lathe with the new oilers. I sized the oilers so the tip of the squirt can is the same size as the check valve ball for easiest use. The oil goes to the top of the dovetails and travels along the top and down into the moving parts. With the new oilers in both the cross slide and the saddle this lathe is being lubricated far better now than any other time in it's 50+ years.
Machining the new cross slide was a bit of work but it's been well worth the effort. It's surprising how much better the lathe feels with the newer saddle and new cross slide as decades of wear have been removed from the lathe. The additional oilers should help keep the future wear down to a minimum as well.
While I haven't used the T-Slots for line boring yet, just having a flat surface on the cross slide is a boon for many tasks such as attaching a magnetic indicator holder and also a handy place for the cutting oil pot.