Several years ago I chanced upon a really good deal on an almost complete Greenfield Tap & Die 2" diameter threading die set. On the lathe, most of the time I just single-point threads of the size covered in this set, but sometimes it would be handy to use a die, especially for tapered threads like NPT. Because of it's long handles, using the set's die holder is impossible on the lathe so I will need to make a holder to support the dies with the tail stock.
Due to the size of the threads that these dies can support, which is up to 1", I will be turning the die with the optional handles or a wrench. The lathe will not be powered and it's simply used to support the work and die holder.
 Die Holder 1
Die Holder 1
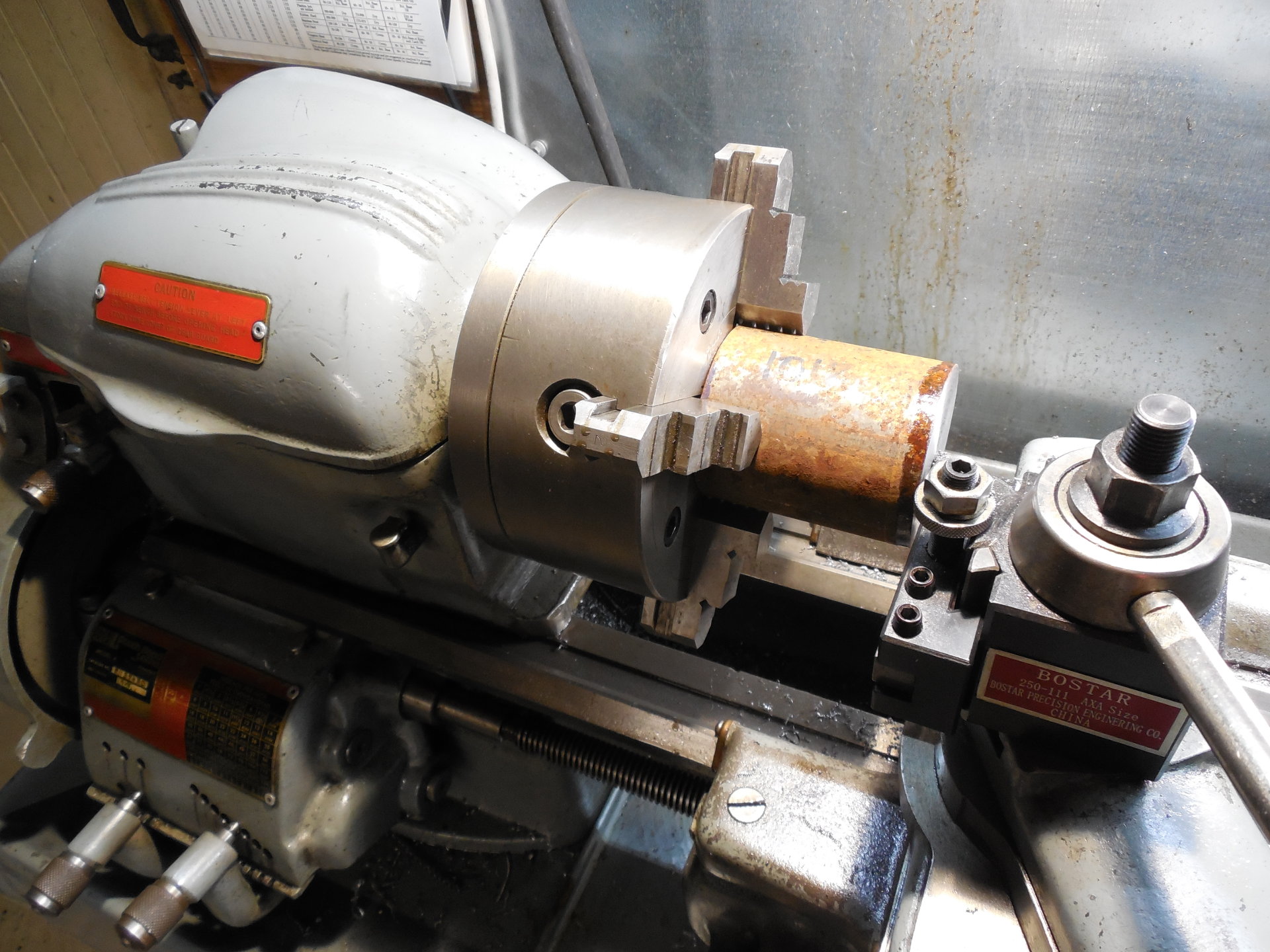
Somewhere in this slug of 1018 metal is a 2" die holder, I just know it.
 Die Holder 2
Die Holder 2
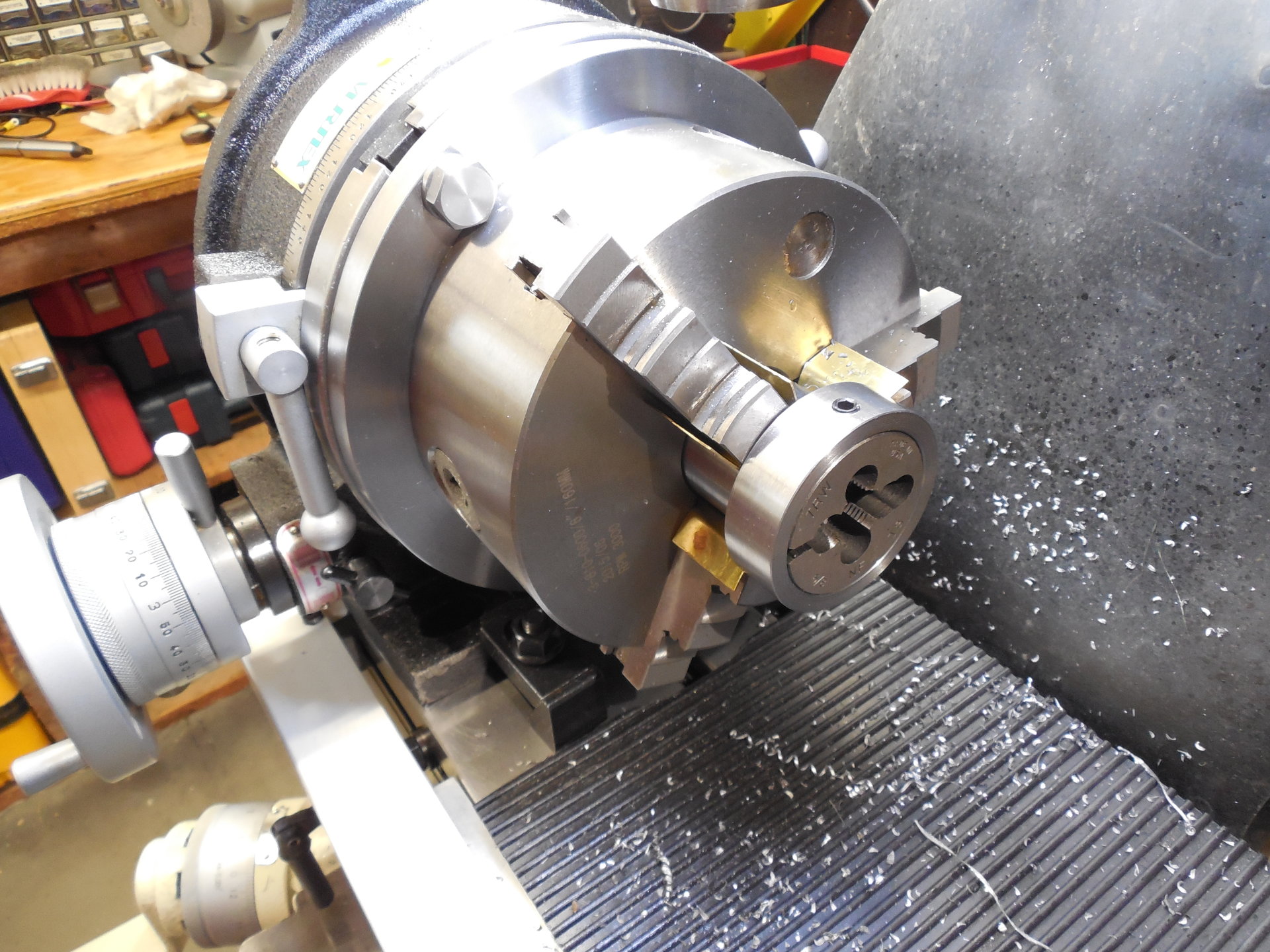
The turning is finished on the outside of the holder. On the work, the first step at the chuck is where the die will be held. The next step will become a cavity to accept the threaded rod after it runs through the die. The next step will be machined as a 3/4" hex to be turned with a wrench and lastly is a 1/2" round section with center hole that will be supported by the tail stock to make sure the holder is perpendicular with the work.
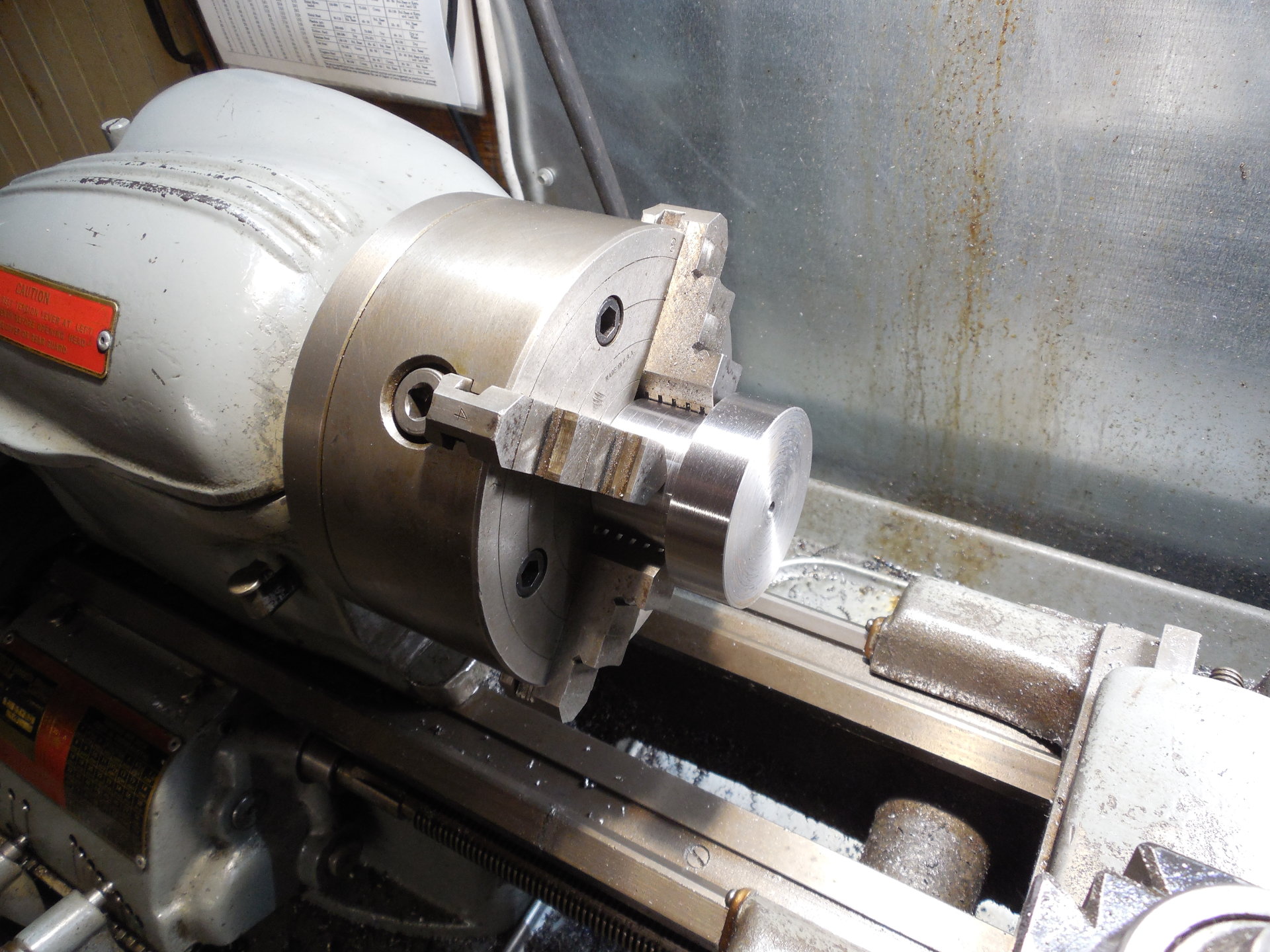 Die Holder 3
Die Holder 3
Now I will start to bore the features described above in the inside of the holder.
 Die Holder 4
Die Holder 4
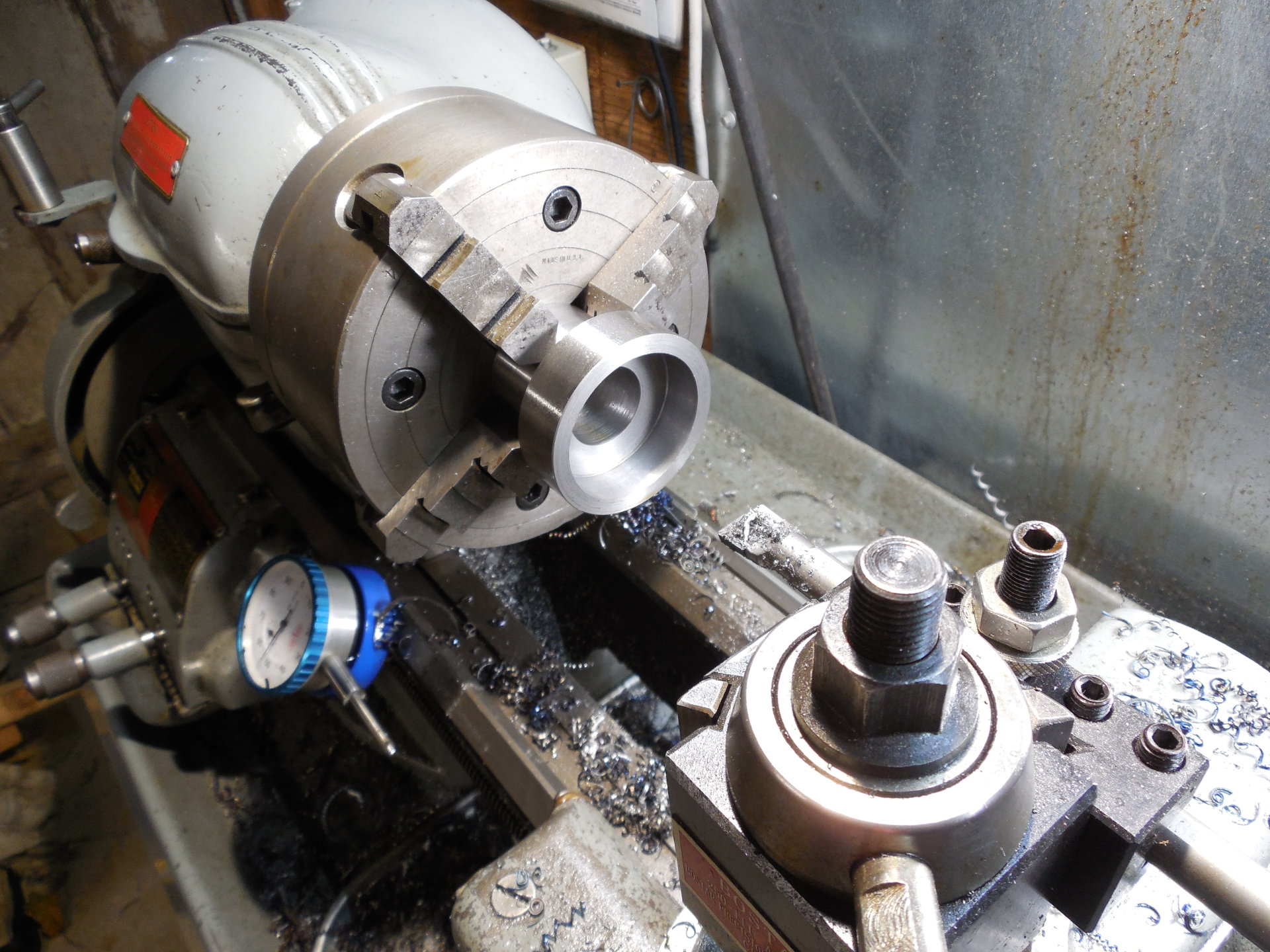
And all the material has been bored out of the die holder. The lathe work is finished.
 Die Holder 5
Die Holder 5
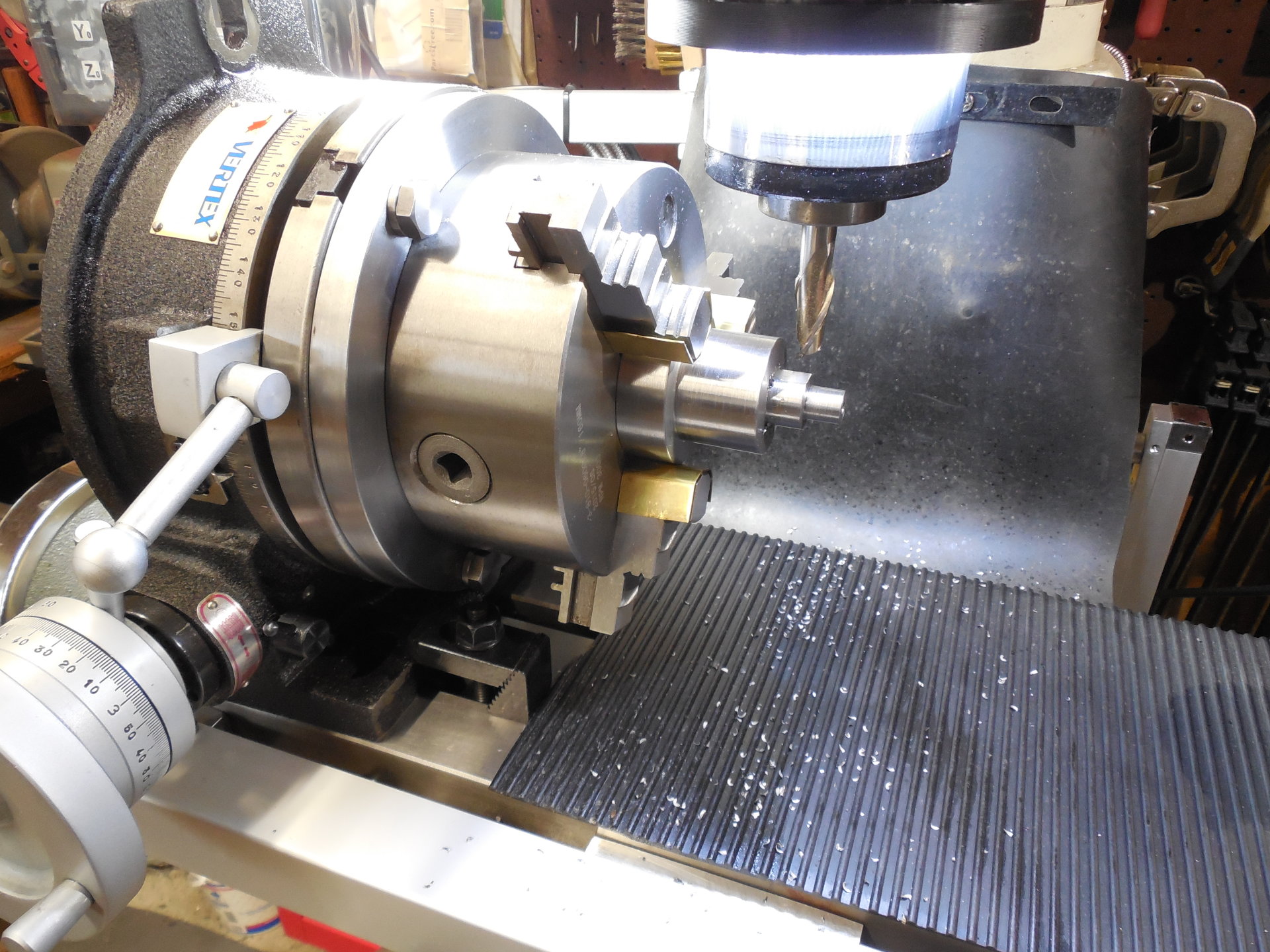
The work is moved over to the mill to create the hex portion at the back for turning the die holder with a 3/4" wrench. The rotary table with chuck is used because the work is too large to support with a hex collet block.
 Die Holder 6
Die Holder 6
Flipping the work around, the holes for the handles and set screws are drilled and tapped.
 Die Holder 7
Die Holder 7
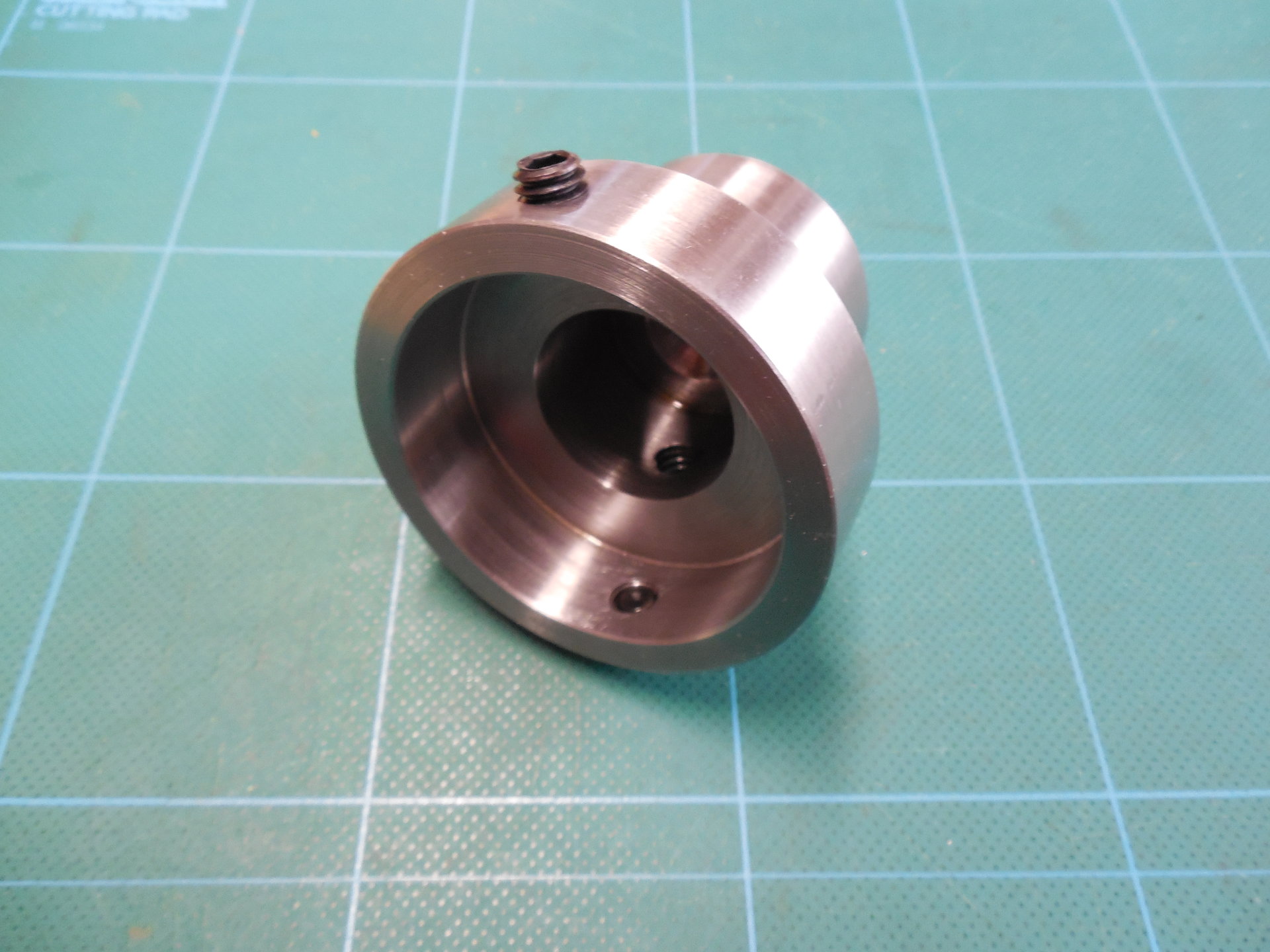
The front side of the completed 2" die holder.
 Die Holder 8
Die Holder 8
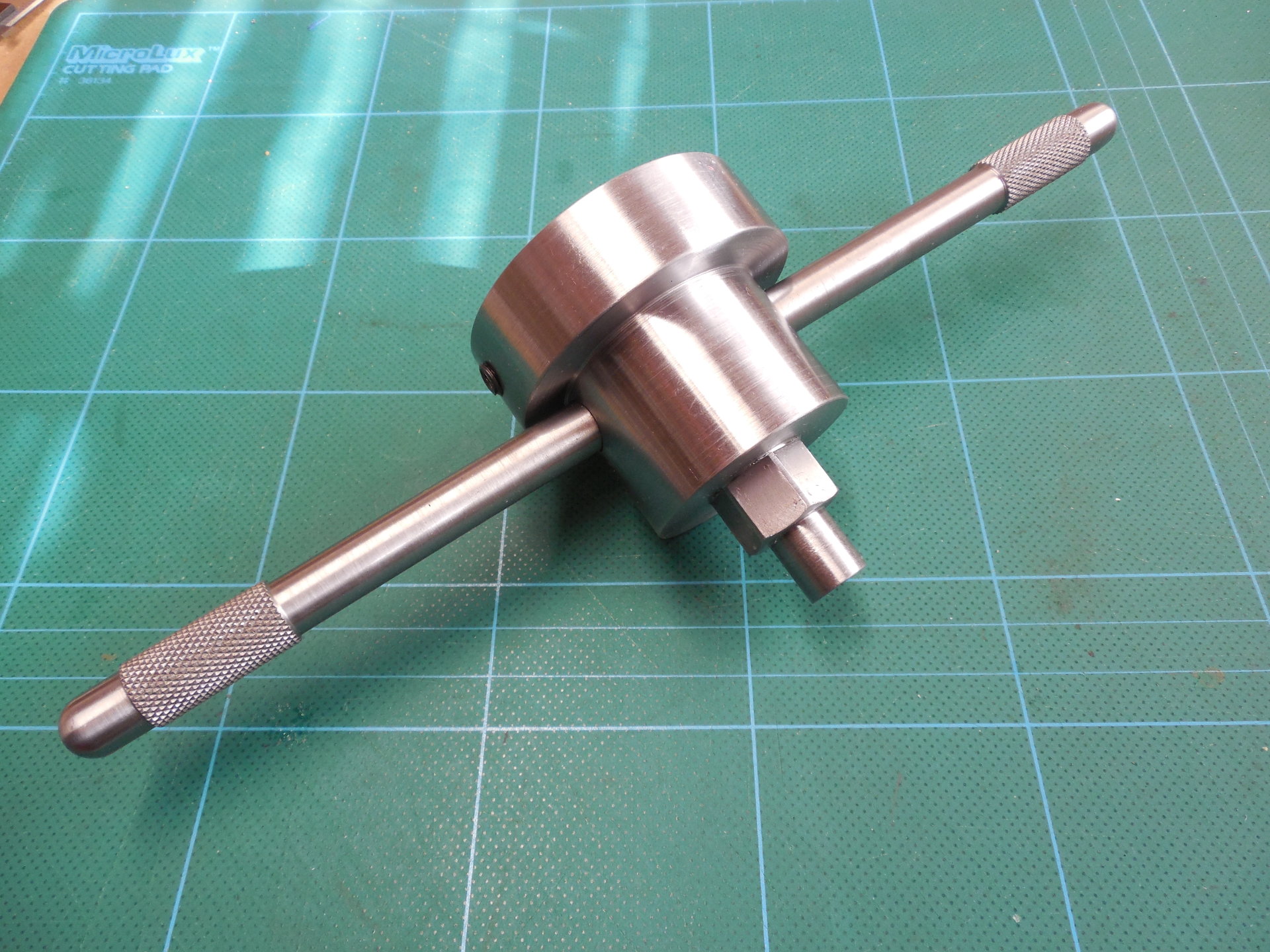
The back side of the holder with the optional handles installed. The length of the handles is sized so you don't bash you knuckles on the lathe bed. For larger threads, I won't bother installing the handles and just turn the die holder with a wrench.
 Die Holder 9
Die Holder 9
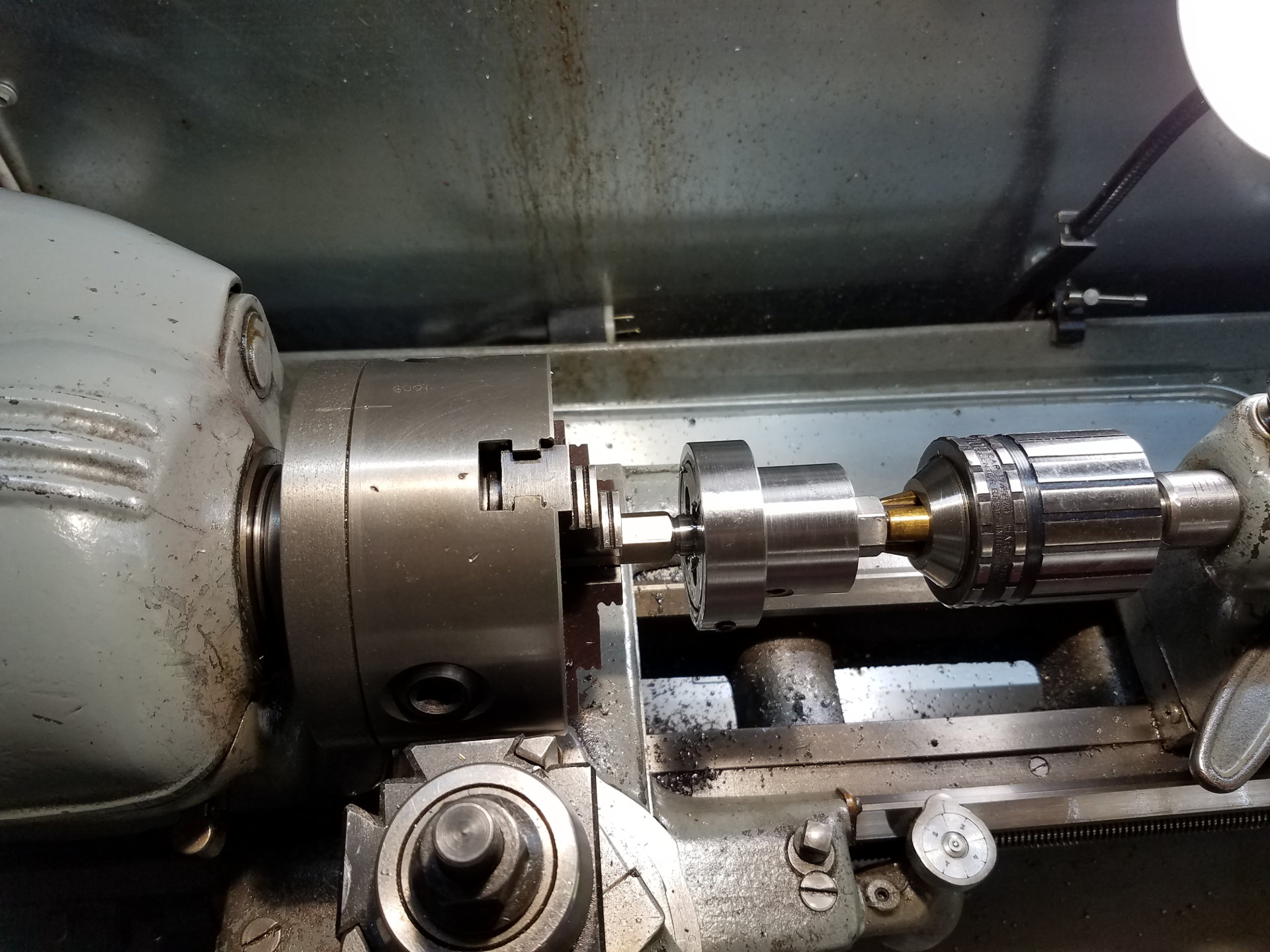
And here I'm cutting some threads with the die holder. The end can be supported with a spring loaded center or loosely with a drill chuck, but since I have one I'm using a Jacobs #100 armature chuck which works great.
In the few times I used it, the die holder has worked great. If you were planning on threading many bolts, it will probably be a good idea to mill open the sides of the holder to let the chips fall out, but I doubt I'll ever use it that much at one time.
Now I need to make another one for 1 1/2" diameter threading dies.