Collets are a valuable piece of tooling for any lathe. With less run-out than a typical scroll chuck, they firmly grip the work without marring while being contained in a small, streamlined package. In this article I will describe constructing my first collet chuck which was machined from a single piece of bar stock. This chuck, which uses ER32 spring collets, will screw onto the spindle of the lathe in comparison to this lathe's native 6K collets which seat directly inside the spindle with a draw bar.
Somewhere in this piece of round bar is a ER32 collet chuck. Roughing-out the work begins.
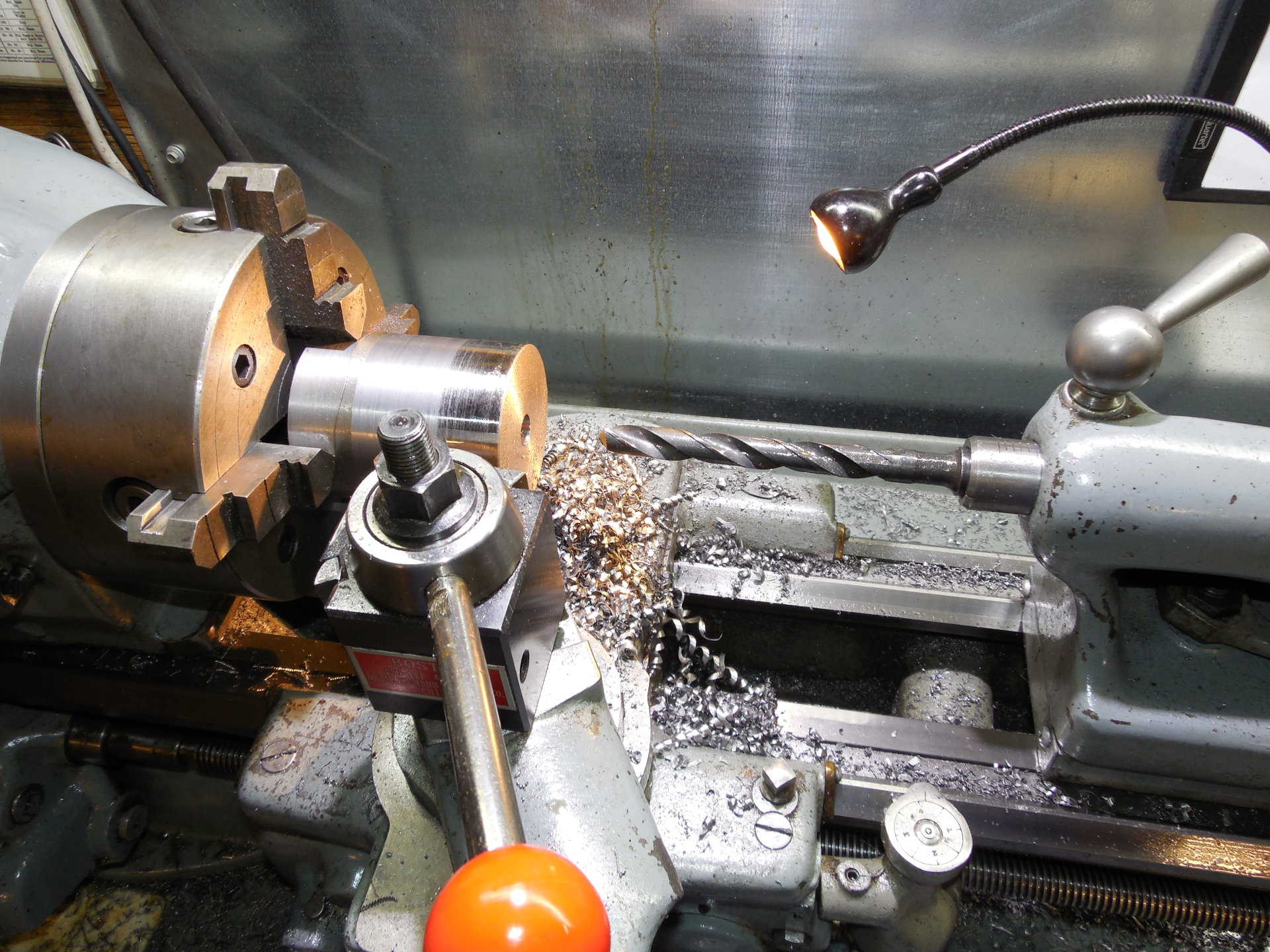
With the outside of the bar cleaned-up, the inside is opened with Morse Taper drills to get ready for boring the through hole. A collet chuck that can't pass round stock through the lathe's spindle hole is almost, but not quite, completely useless.
The work is bored to the correct size for the threading operation.
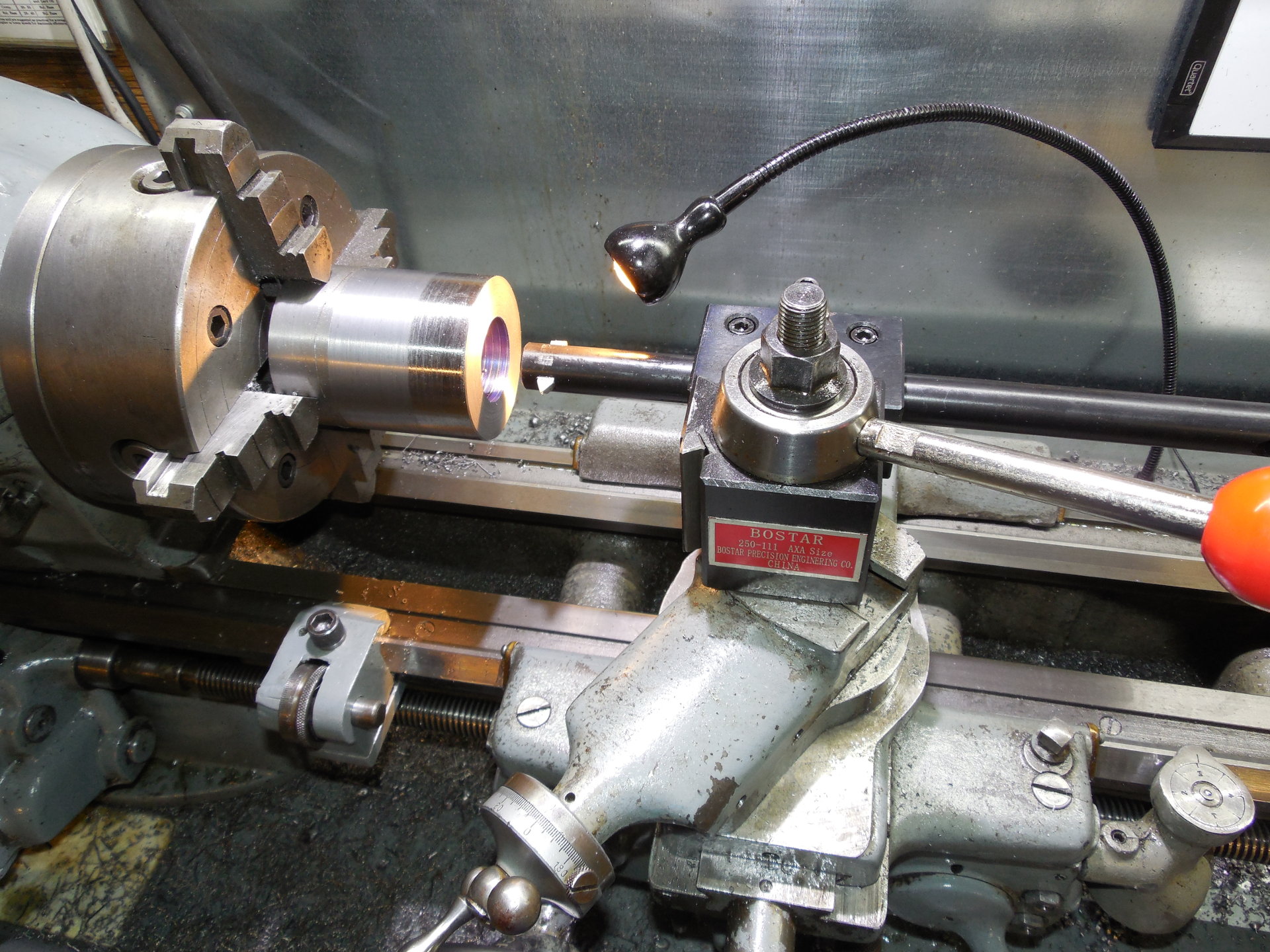
Here the bore is being internally threaded to 1 1/2" x 8 TPI to fit onto the lathe's spindle. A custom ground piece of HSS is used in the boring bar to cut the thread.
Making some holes for the tommy bar with the QCTP drill fixture. The tommy bar will be used to grasp the chuck to turn it on and off the spindle.
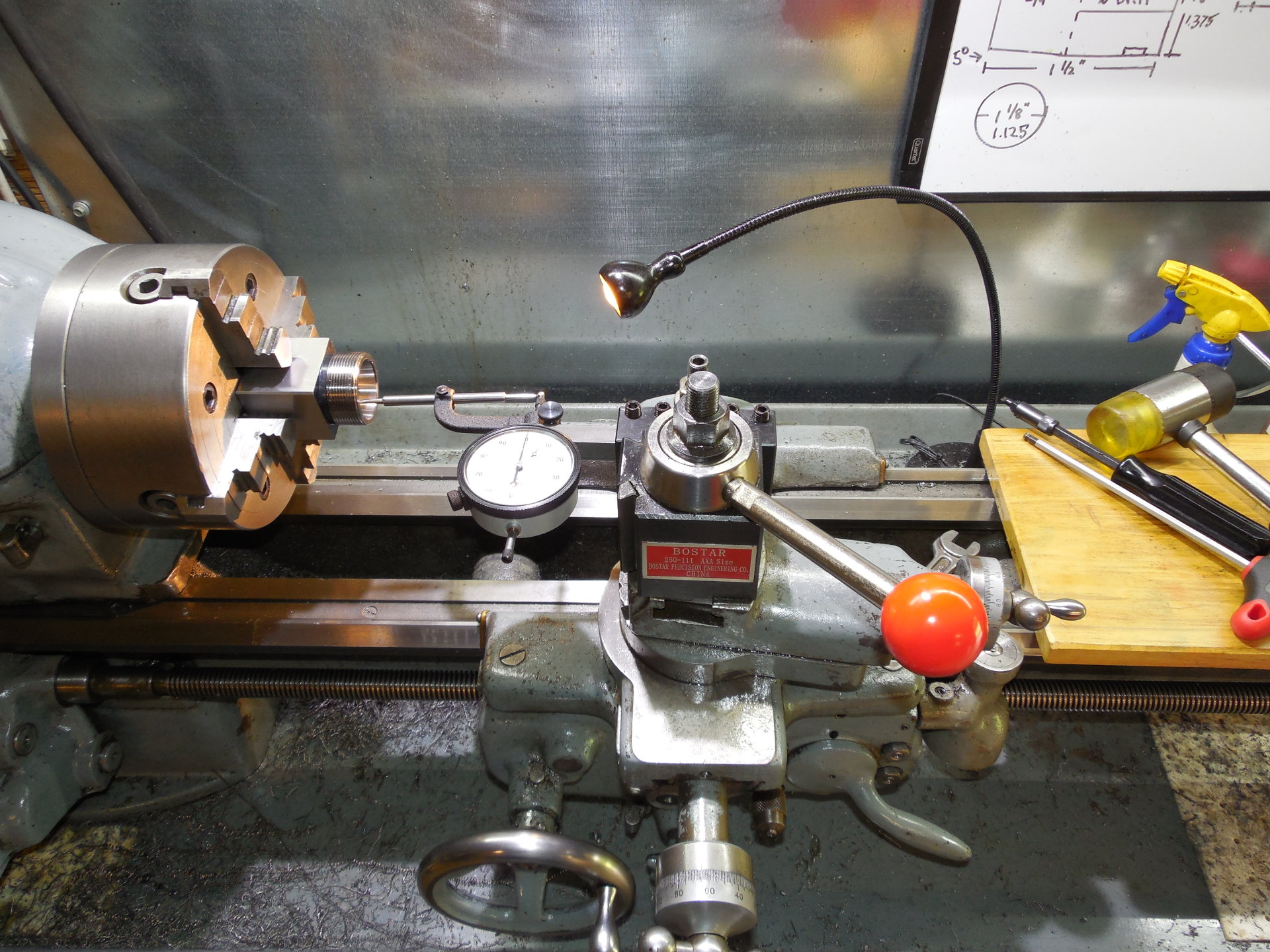
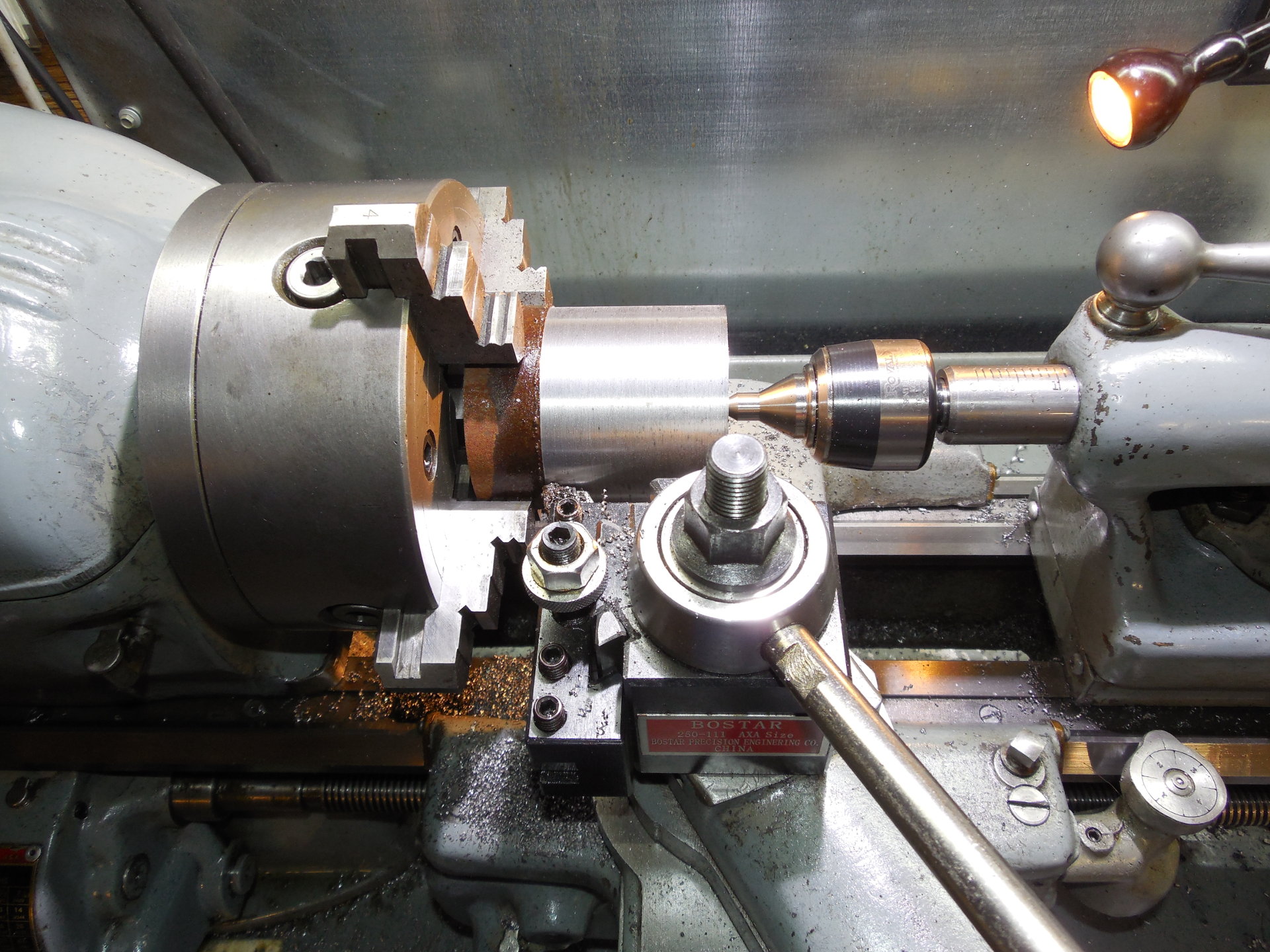
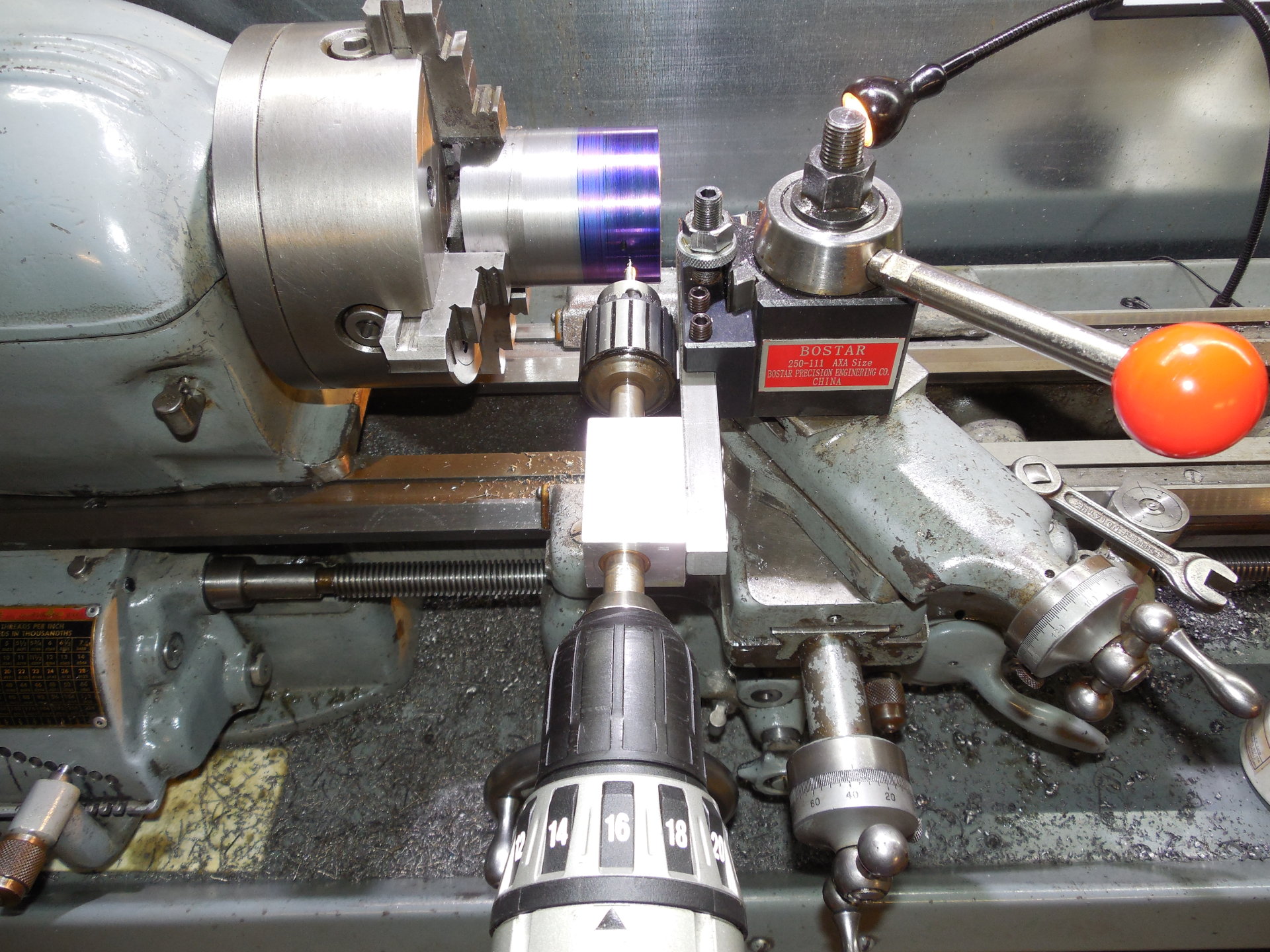
A ER32 collet block has been carefully centered in the 4 jaw chuck to help set the correct angle for the compound. To find the proper ER32 collet angle, the compound has been adjusted so that when the dial indicator is sweeped in and out via the compound crank the needle doesn't move. A Starrett 670B indicator hole attachment is used with the dial indicator.

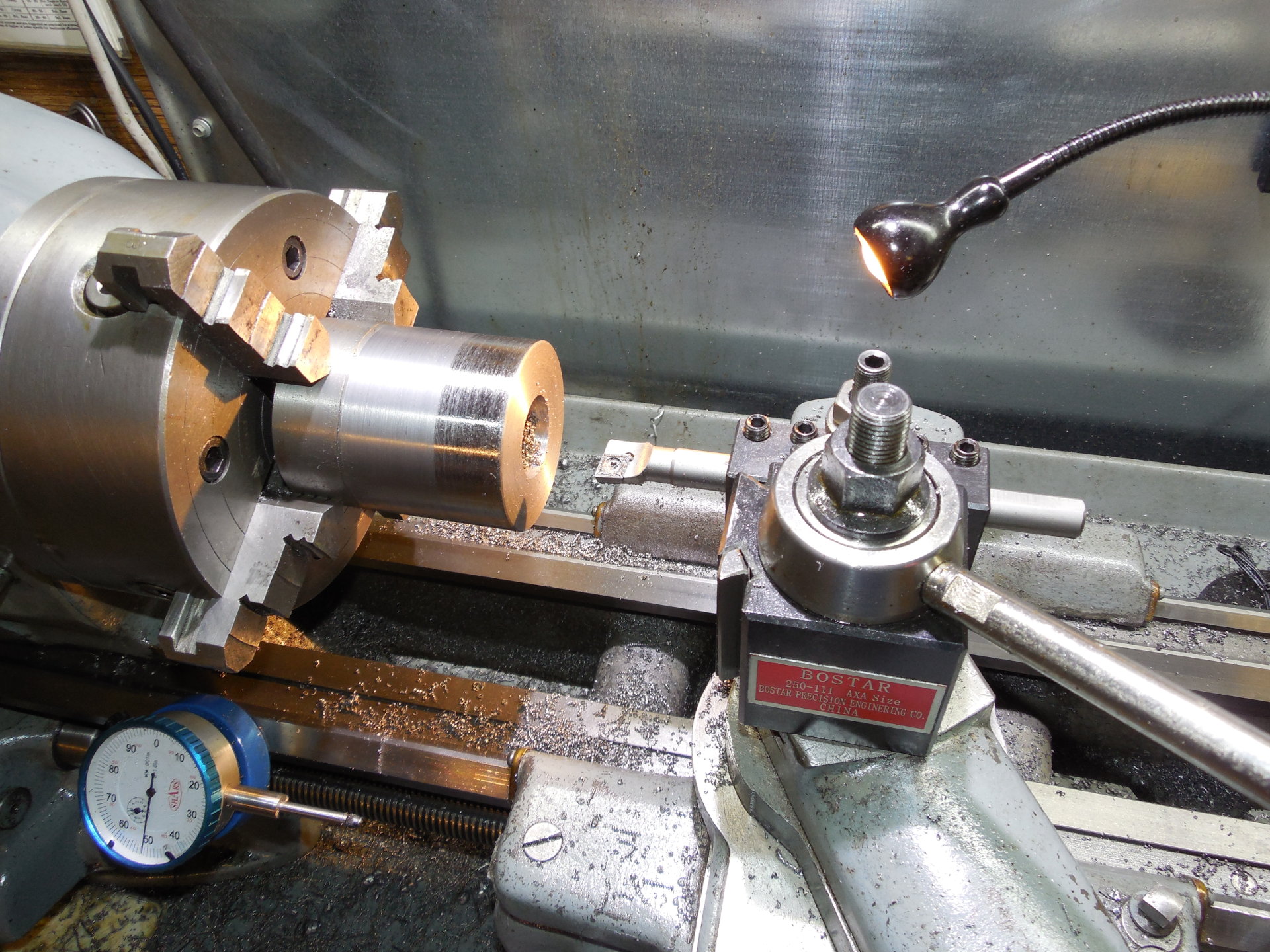
With the compound angle set, the 4 jaw chuck with the collet block was removed and the new proto-collet chuck was mounted on the spindle via the newly machined threads. The ER32 taper was then bored inside the chuck. In this photo, you can see excess material was removed from the collet chuck and the proper diameter was turned at the end of the work for the metric threads which will eventually hold the ER32 collet nut.
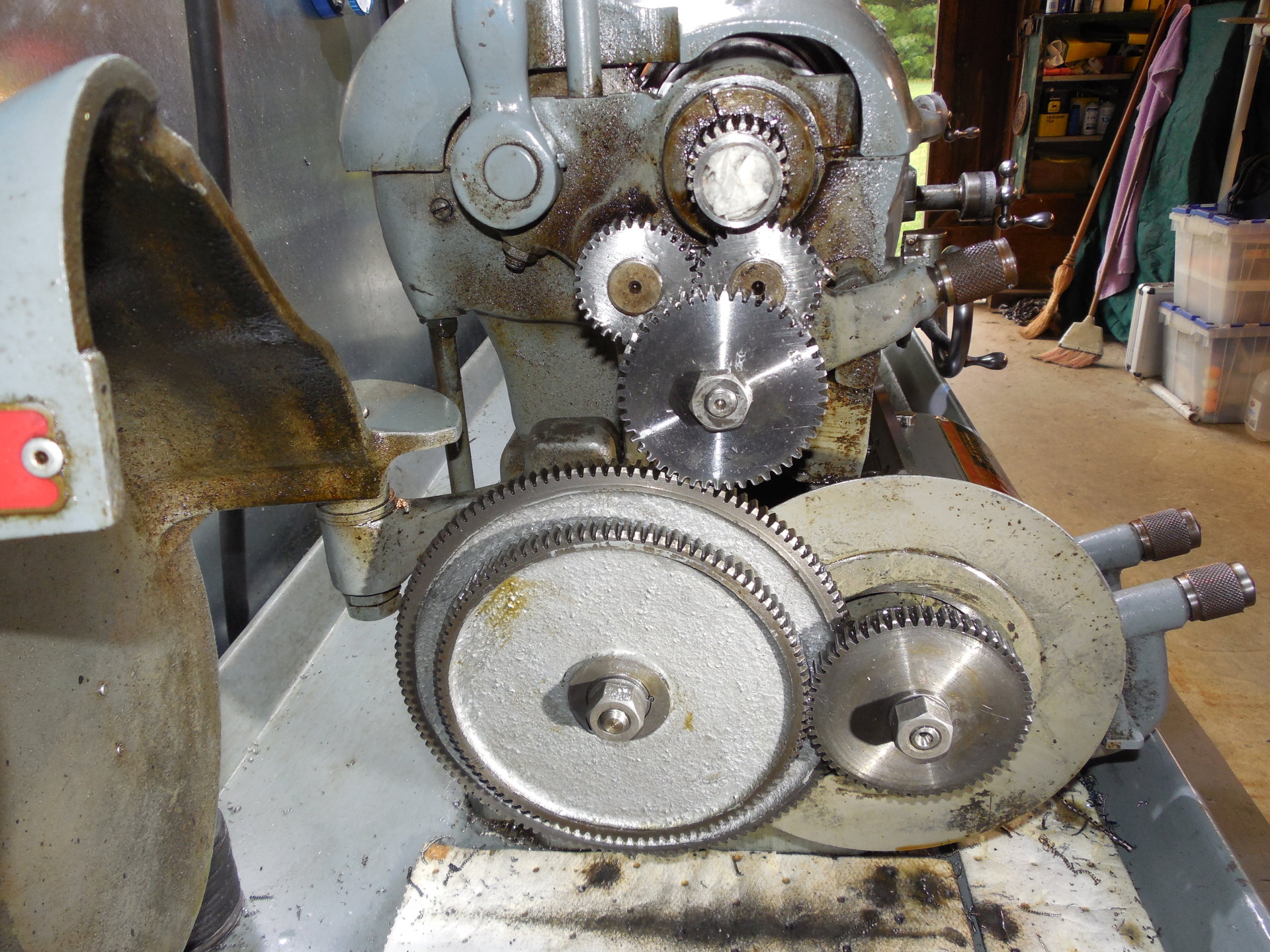
Using a metric transposing gear set, the banjo was setup to single point the metric threads for the ER32 nut, which is M40 x 1.5P.
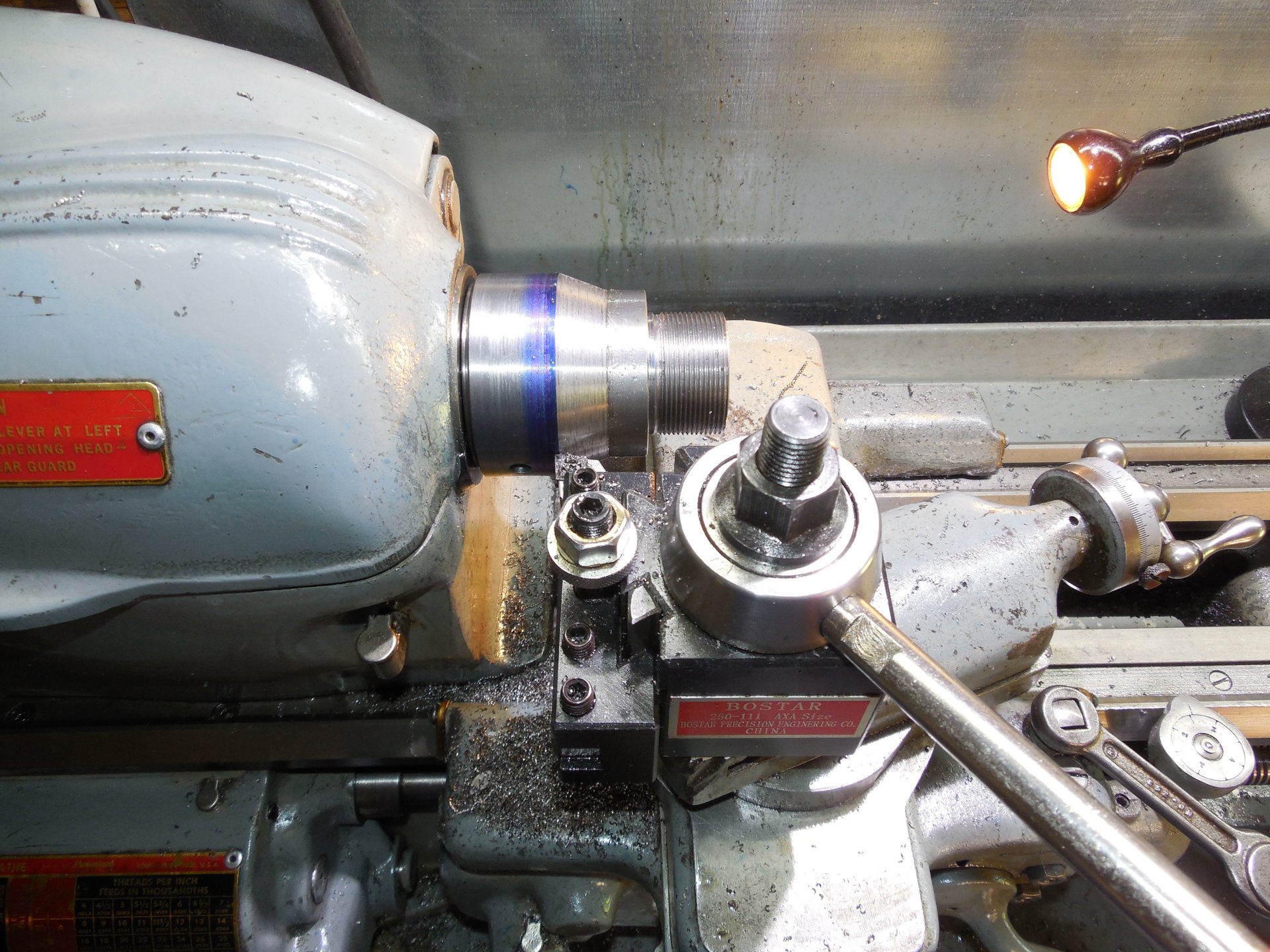
With all the threading done, some cosmetic turning of a taper.

Checking the completed chuck's accuracy. In my opinion, in order for the collet chuck to be useful it must repeatably hold work with a TIR of <.001" or smaller. Obviously the lower the better. Everything tested good!
While I still use this lathe's native 6K collets with a drawbar, having the collet chuck available has proven to be extremely handy. The ER32 spring collets collapse much more than the 6K (or 5C) collets, so with a standard metric set you can hold all diameters within the range of .079" to .787". Since it doesn't need a drawbar, you also gain access to the entire diameter of the spindle through hole.