The last project required a keyway to be broached in a shop made gear. I already have a nice Hassay-Savage keyway broach kit, but as is so often the case, the kit didn't have a guide bushing for the particular sized hole used in this gear. Rather than wait a week to get the correctly sized bushing via mail order, this article will show how to make one in the shop out of scrap so the job can be completed in a timely manner.

Found a suitably sized round bar in the scrap bin. Here it was turned down to the proper diameter for the outside of the bushing.
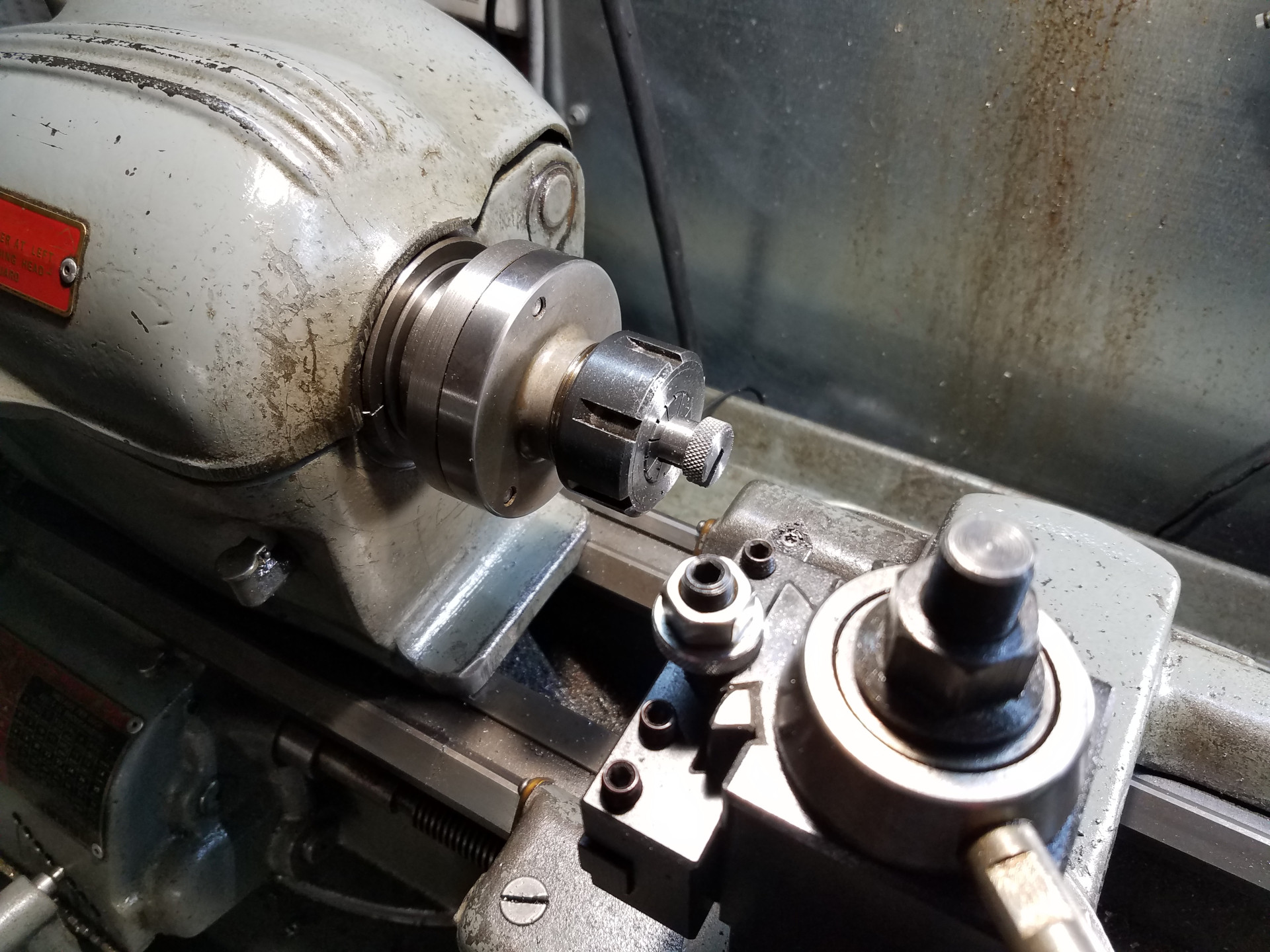
This bushing will also have a collar. Here I'm knurling what will be the collar to match the factory bushings supplied in the kit.
The bushing was turned down to fit the hole in the gear.
The turning tool has left a slight radius that will prevent the bushing from laying flat against the gear. Some minor work with a parting blade removed this radius.
The broach bushing has a good fit inside the gear.

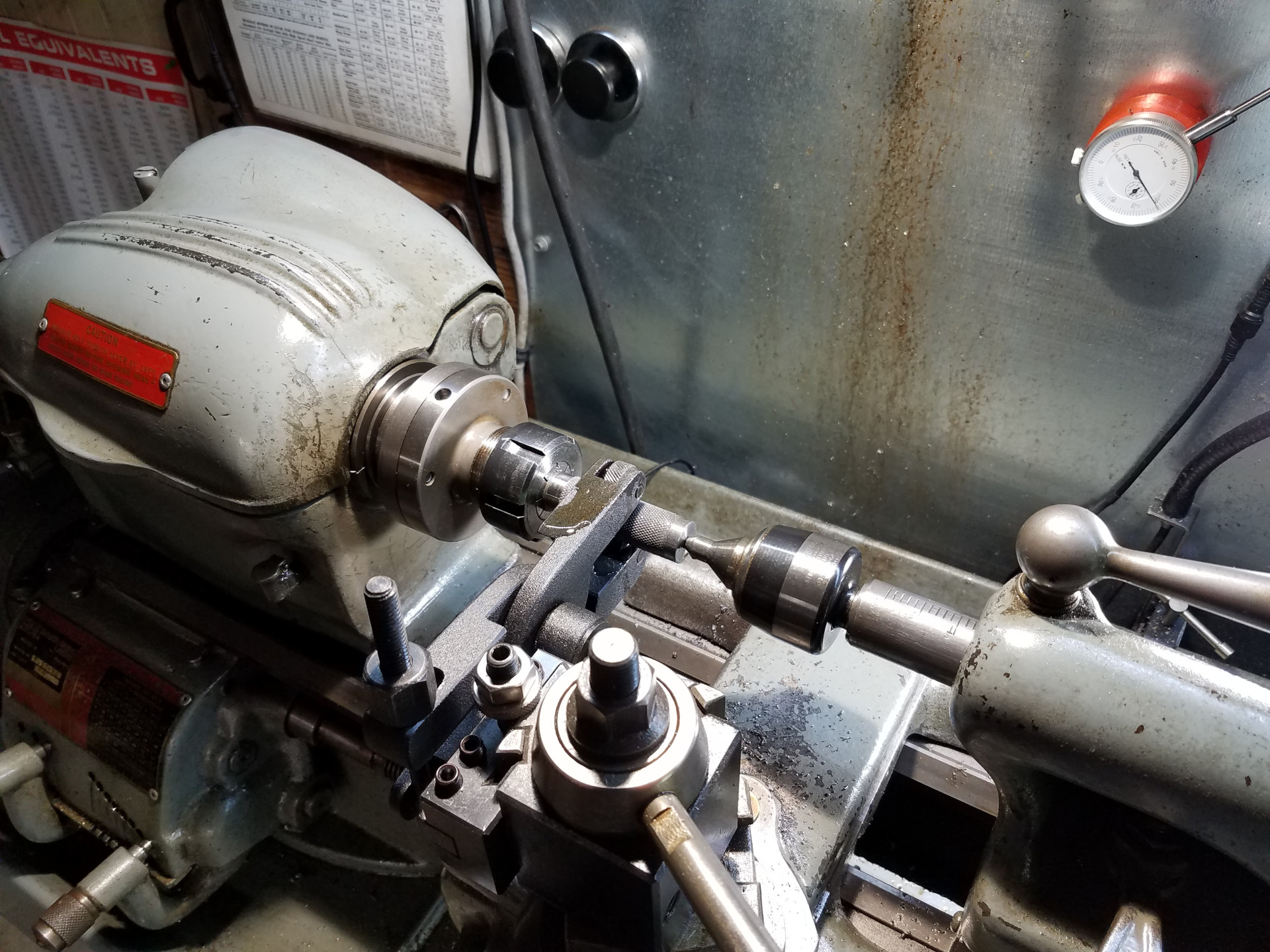
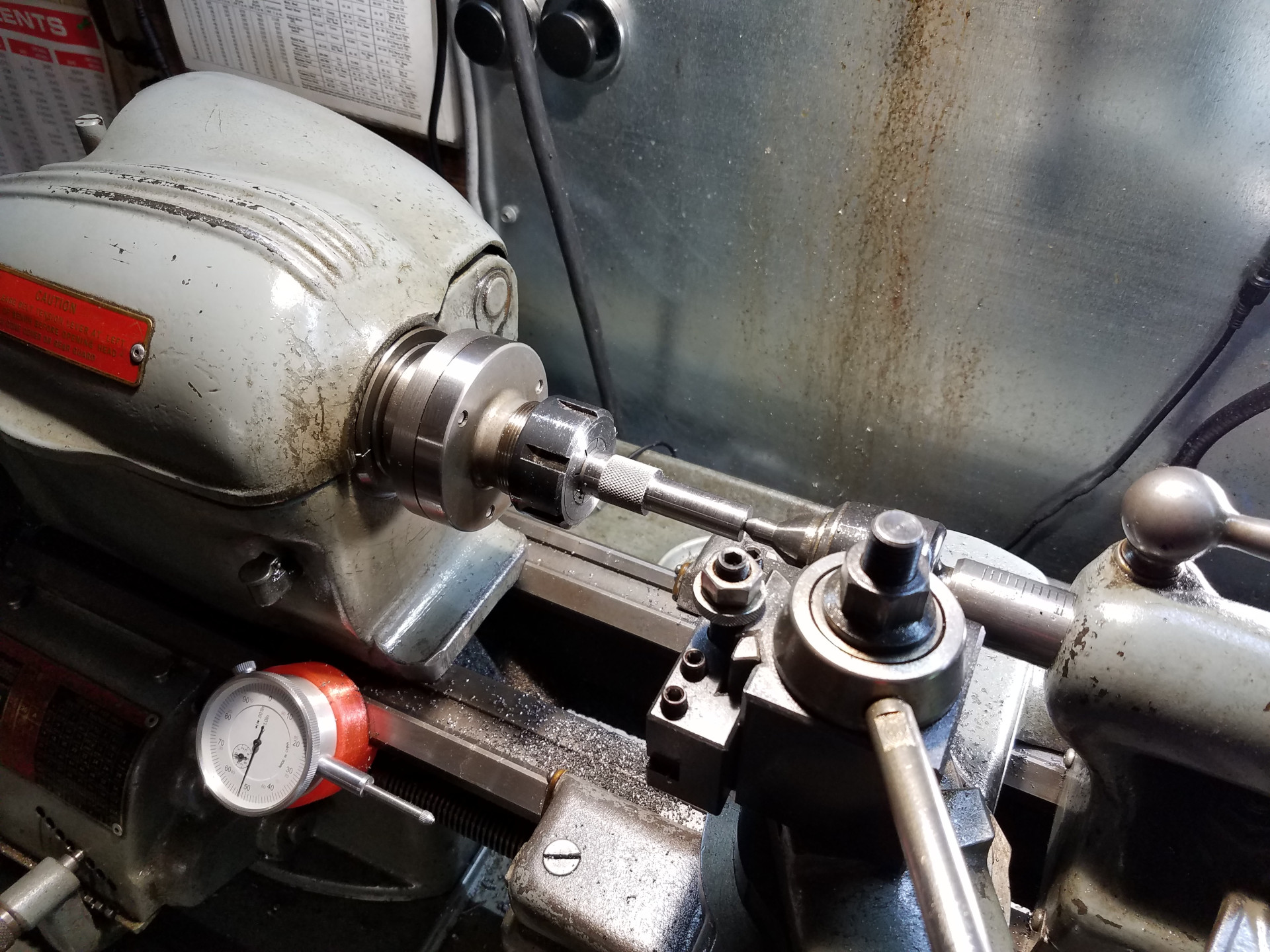
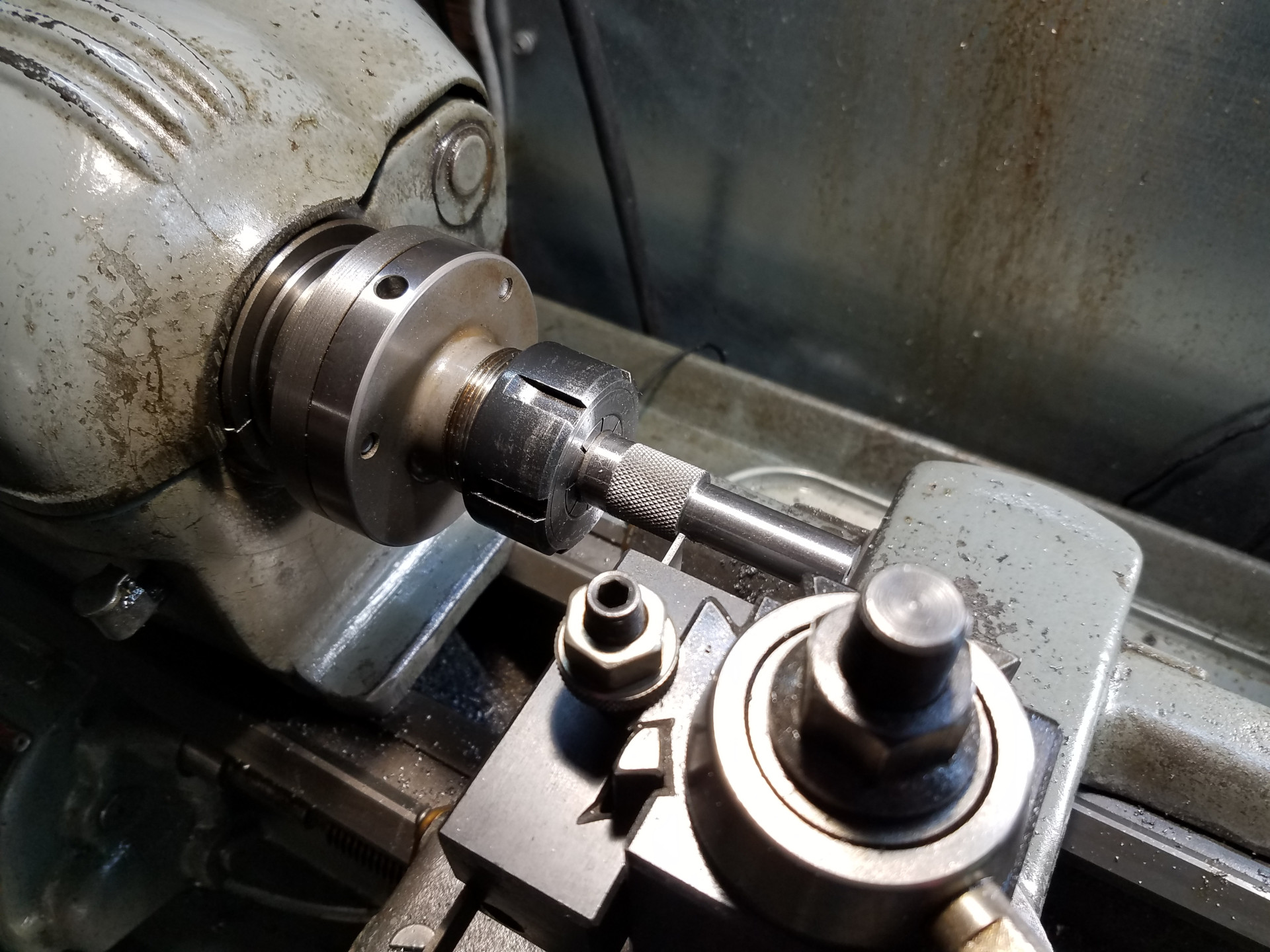
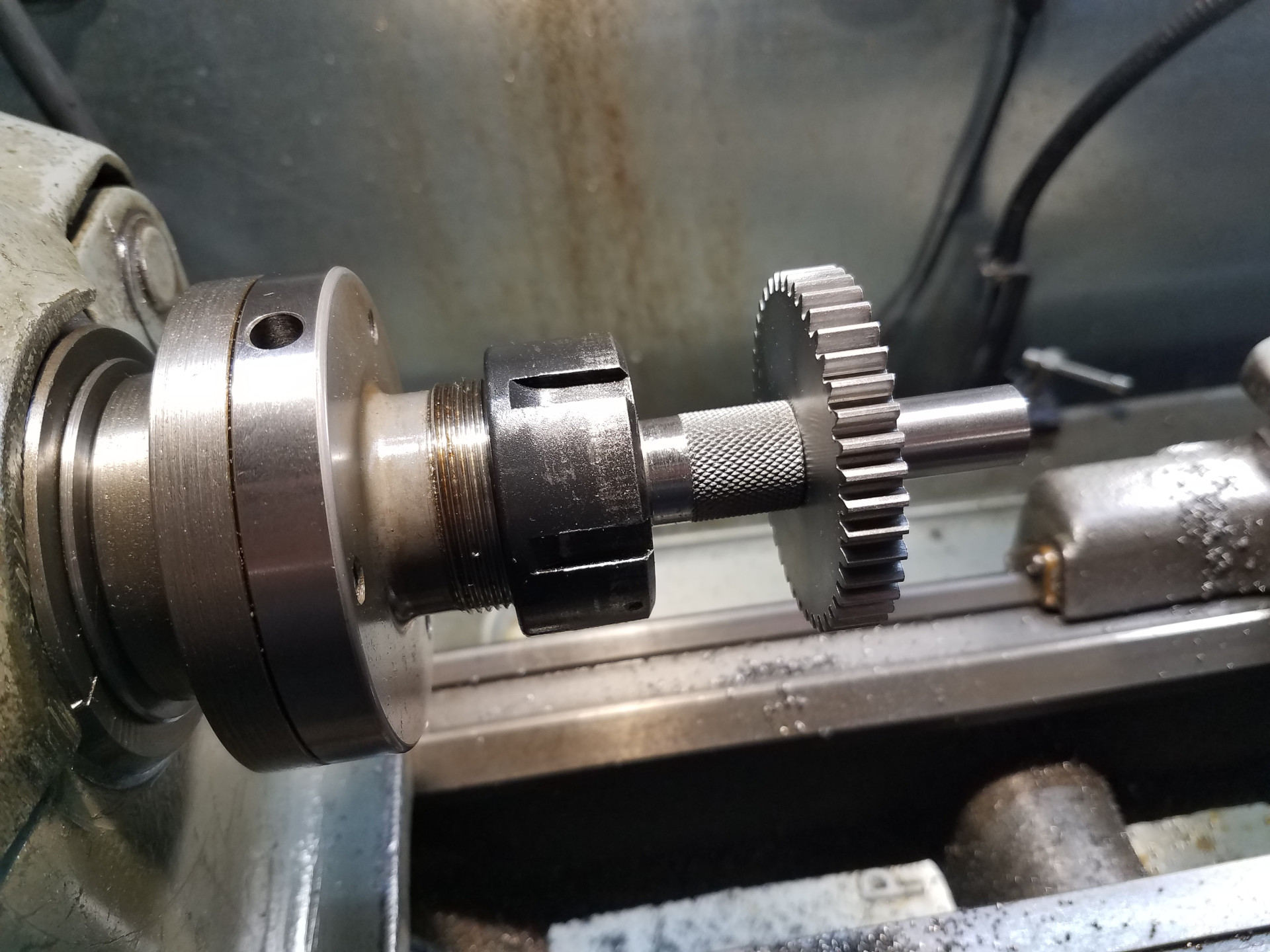
Over at the mill, the bushing is held with an ER collet block while a slot is milled in the bushing for the broach.

The slot is sized so the broach has a good running fit inside the bushing. A sloppy fit could cause problems.

Back at the lathe, the slot milled into the bushing was making parting-off troublesome so here I'm using a hacksaw to remove the work from the main stock. There's nothing wrong with using a hacksaw, just turn off the lathe and make sure to have a board in place for protecting the ways.
The end of the bushing is faced for a nice finish and then chamfered.

The completed keyway broach bushing ready for work.

After broaching the keyway, the new bushing was stored with the others inside the kit box. The foam stuffing inside the kit tends to make the box larger than it needs to be, but on the other hand it's vary easy to store additional bushings and broaches in the box by cutting away the foam.