A unplanned auction win resulted in a upgraded saddle for the South Bend 10K lathe. In this article we review the saddle to appraise it's condition and then start fitting the new saddle to the existing lathe hardware. The saddle was also upgraded with additional oilers for improved lubrication against the lathe bed. This saddle upgrade will also lead to a compound upgrade and a new, freshly machined T-Slot cross slide.
 crossslide01
crossslide01
A saved search on the popular internet auction site suddenly produced some nice South Bend lathe items, but what was really interesting was a very nice looking saddle that should fit my South Bend lathe. Generally, buying used lathe parts as upgrades is a sucker's bet because they are usually in worse shape than what you have, but this saddle seemed to have a large amount of intact factory scraping and looked really good in the auction photos. There were no promises on it's condition, but the price was very fair so I took a chance and purchased it. The picture above is the new saddle resting on the lathe bed on the right of the original saddle.
The first question you should ask is "Why?" as this lathe isn't in that bad of shape. First off, this lathe is over 50 years old so it's going to have some wear, that's just the way it is as Father Time spares nothing. Luckily, an unusual option with this particular lathe is that it has a hard bed which was a rare feature on small South Bend lathes of that era. Because of that, this lathe has very little of the typical bed wear which is common on these lathes from decades of service.
Almost all the noticeable wear in this lathe is concentrated in the saddle casting, specifically the cross slide dovetails. If you think about it, the saddle does a lot of work while using a lathe: the bottom of the casting traverses back and forth on the bed ways while at the top the cross slide moves in and out at the dovetails.
The bottom part of the saddle riding on the ways has never been a problem, but the cross slide dovetails do have the typical hour glass wear pattern commonly seen in these old lathes. This wear pattern is formed because the cross slide is normally used closer to the operator and the dovetails have more wear at this spot. Normally, the gib strip is adjusted at the narrowest spot and when the cross slide is cranked away the motion will get more difficult because of less dovetail wear. With this lathe, it wasn't a real problem unless I wished to remove the cross slide entirely and then I had to slacken the cross slide's gib strip.
While it wasn't a big usability issue, it was something that needed addressed before installing the new cross slide casting. The trouble is that accurately putting metal back into a worn casting isn't that easy. It usually involves removing even more metal, gluing Turcite in it's place and then scraping the surfaces true. All that involves a lot of skill and knowledge I don't currently possess, so a chance at a better saddle was worth the risk.
So back to the new saddle, after a bunch of inspection I was very happy with this purchase. While it's not New Old Stock, it's still in great shape and has much less wear than the old one. It's probably about as good as one could ever expect to find from a parted-out lathe. It fits perfectly on the lathe bed and I know that all the dovetails are in good shape and still in perfect factory alignment, something I would have had a devil of a time achieving when trying to repair the old saddle. Now the other upgrades can commence!
 crossslide02
crossslide02
Another item I bought years ago was another compound and base casting. This lathe's compound had quite a few Chuck vs Compound battle scars, so when a relative clean part was available it was purchased. This is mostly a cosmetic issue, but now is the time to install it as the casting needs fitted to the soon-to-be machined cross slide. That's the thing with these old lathes, they had a bunch of hand fitted parts.
 crossslide03
crossslide03
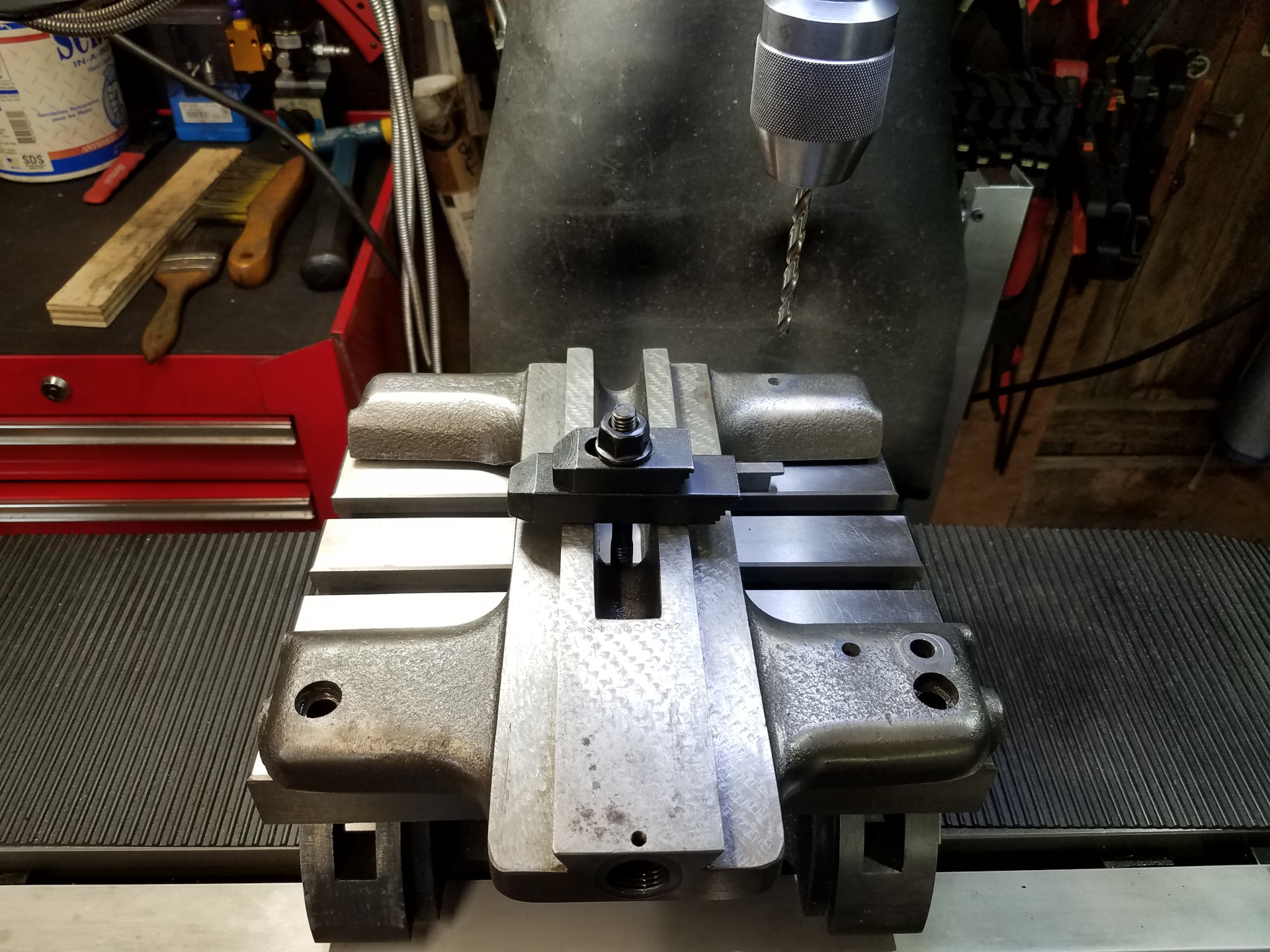
The bed way oiling on these old South Bend lathes was always lousy, so I'm adding two Gits oilers to keep the bottom of the new saddle in top shape for as long as possible. Here I'm drilling the mounting holes for the oilers. What you don't see as I forgot to take a picture is the next step when the saddle was flipped over and a small hole was drilled from the top of the bed way channel to the oil pockets shown here.
 crossslide04
crossslide04
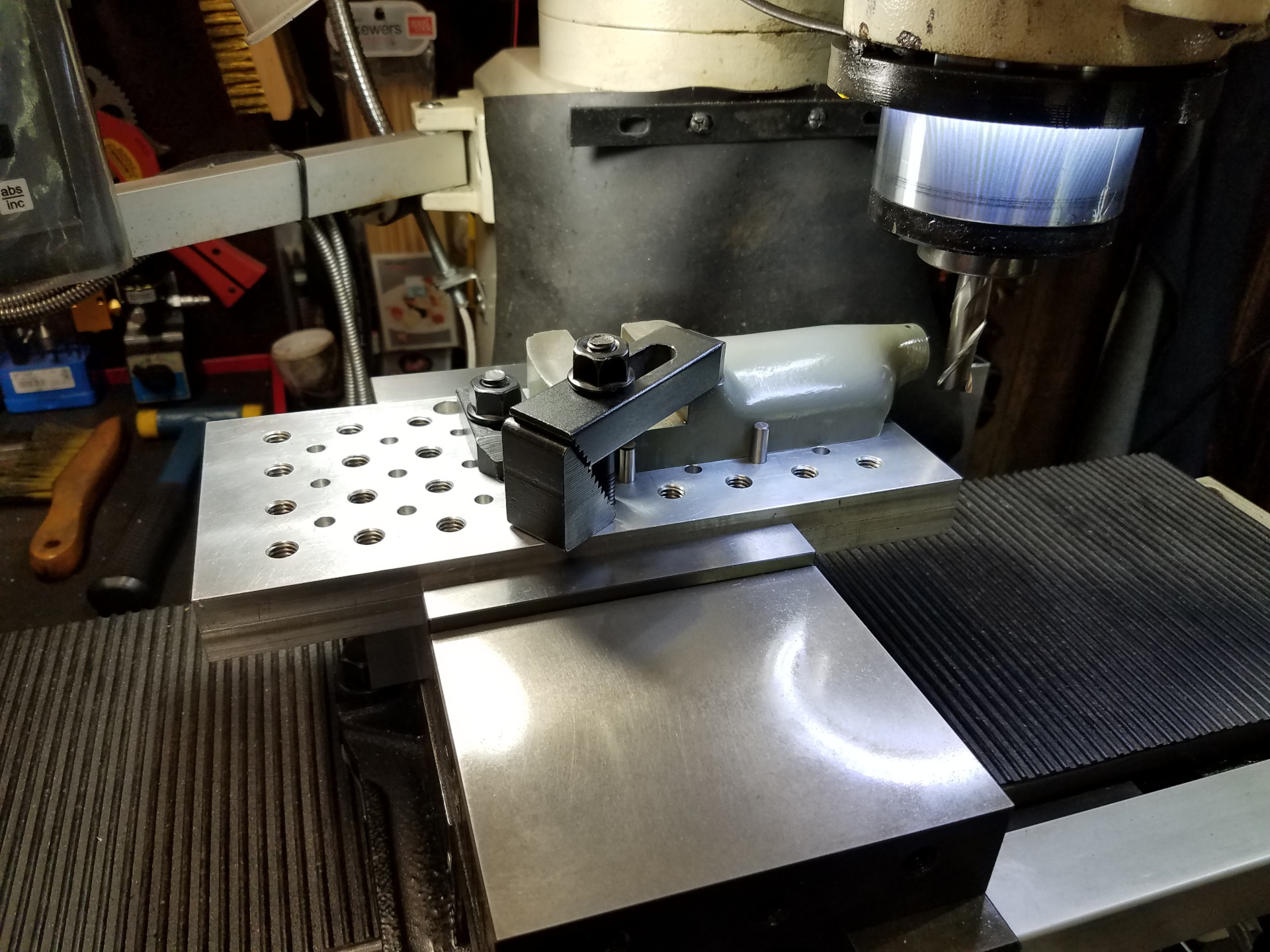
This is the new compound having a tiny amount removed from the end of the casting so the dial housing is in the correct postion.
 crossslide05
crossslide05
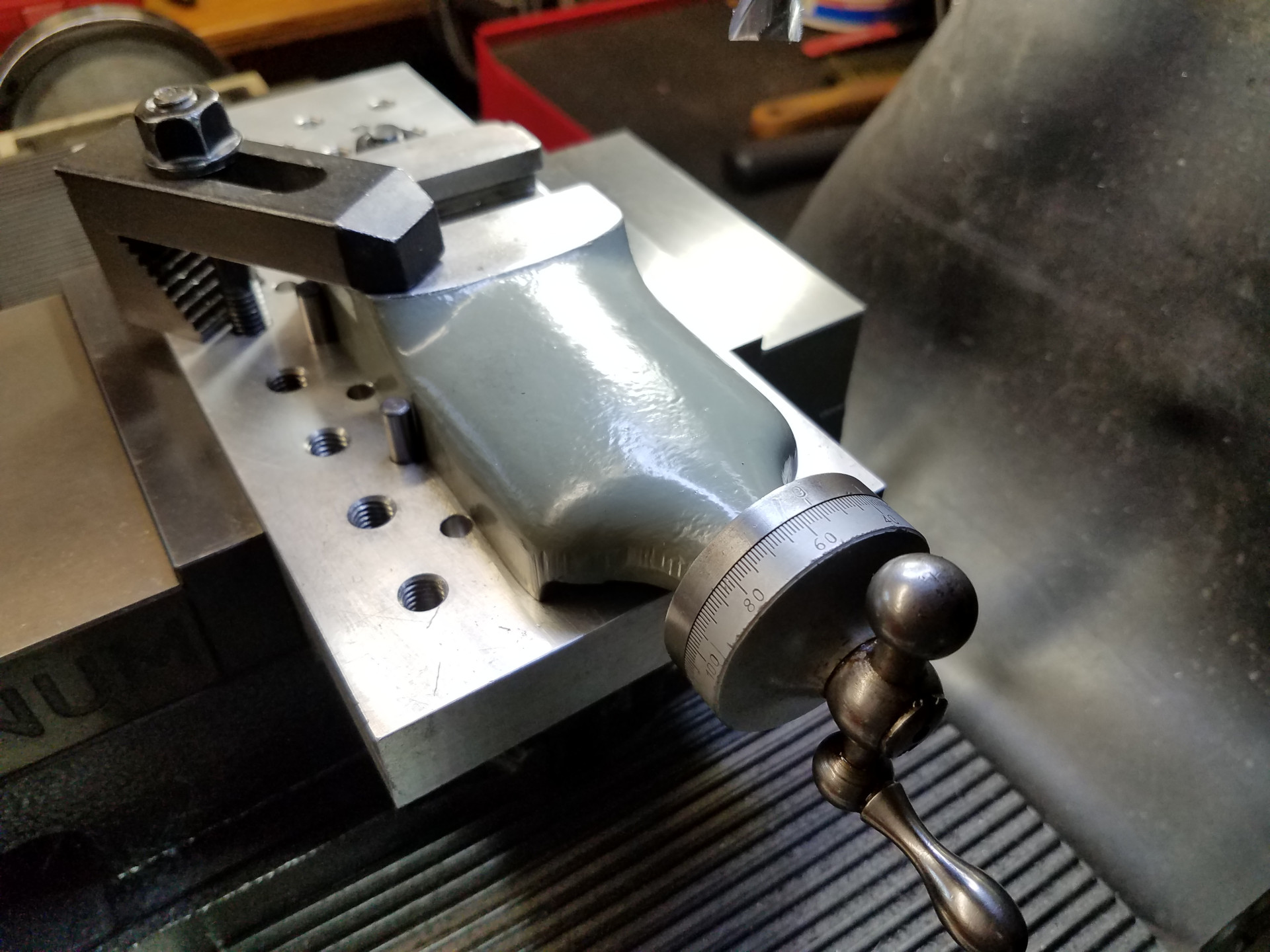
As you can see, the dial zero is at the correct position at the top when the housing is installed. This newer compound casting didn't come with any hardware besides the gib so everything else was moved over from the old compound.
 crossslide06
crossslide06
The lathe with the saddle removed. Make sure you crib under the apron so it doesn't hang unsupported via the lead screw!
 crossslide07
crossslide07
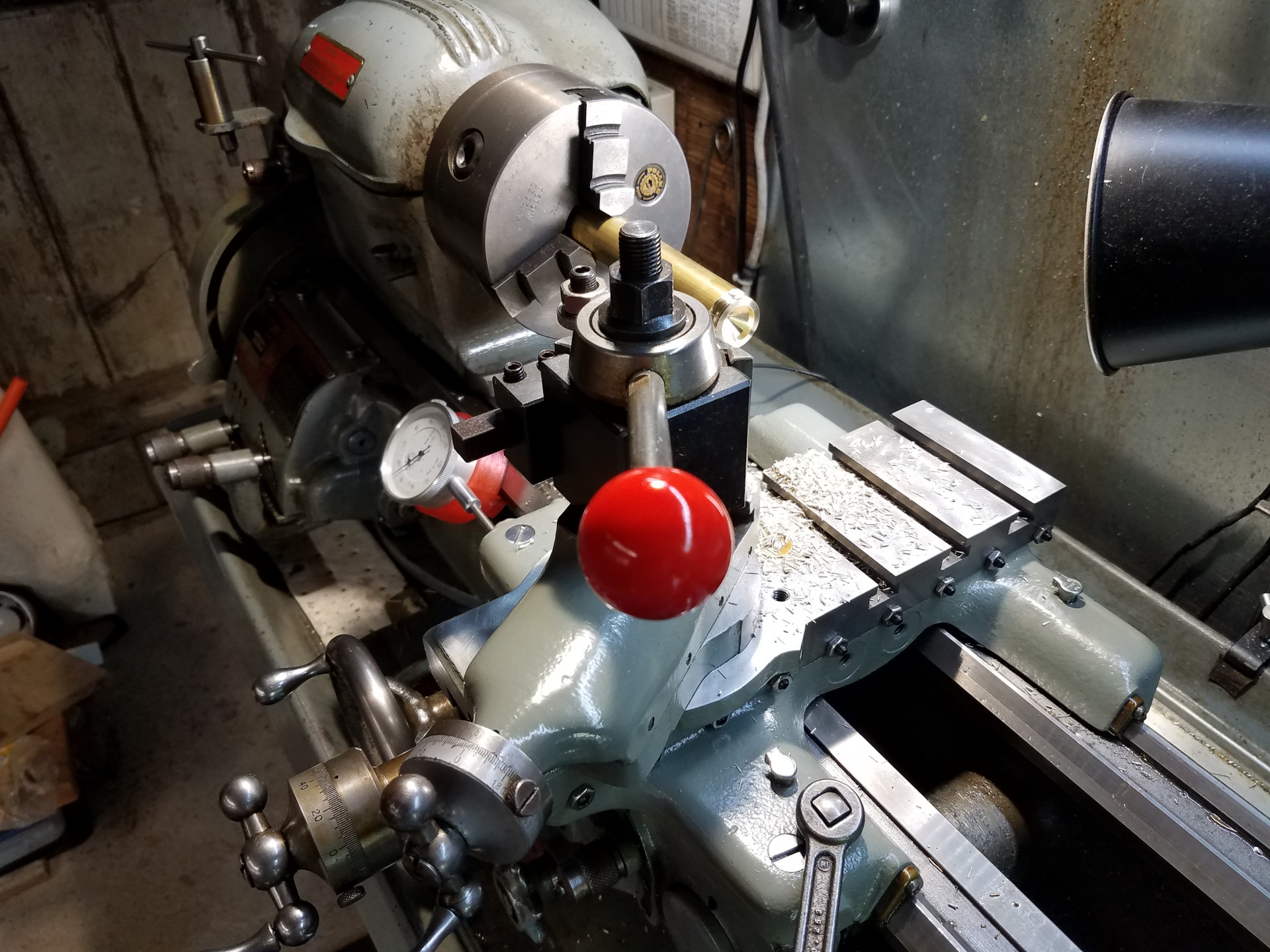
Here's a sneak peak of the new cross slide while a bushing is made for the cross slide dial housing. Notice the two new Gits oilers installed in the saddle. The location of the oilers has been working great with no interference in lathe operations. I've seen some people install front/back oilers for each way (4 oilers total), but you only need one oiler for each side as the oil enters the very top of the ways in the air gap as the saddle doesn't touch the top, it rides on the sides of the prismatic ways.
 crossslide08
crossslide08
The brass ring spacer machined in the previous picture is now installed.
 crossslide09
crossslide09
With the new spacer the dial housing is now at the correct spot with the zero on the top.
 crossslide10
crossslide10
Here are all the original lathe parts that were replaced. Notice the compound's combat scars at the front. Of course I couldn't bring myself to scrap these parts, so they have been oiled and stored away as maybe someone else will need them for a more knackered lathe.
From using the lathe for a year I can say that the additional oilers in the saddle have been a fantastic upgrade. Applying oil to the bed ways and then watching the way wipers push 95% of that oil into the drip pan demonstrates that the factory setup isn't the most effective lubrication procedure. Now with the oilers the wipers help retain the lubricant under the saddle for a longer period of time. This is how the lathe should have been equipped from the factory.
Next article is the machining of the T-Slot cross slide casting.