With a drill press, many times you want to drill a hole whose location is marked with a center punch. With the float method, using slight quill pressure with a drill on the punch dimple will allow the work to automatically align under the drill bit. Continuing to hold the work while actually drilling, however, is another matter and this is where the float lock vise really shines. After aligning the work as described above, with a simple tightening of the lock lever the work is held safely and securely in the float lock vise.
You can still buy new float lock vises from Wahlstrom but they are designed for large machines and are somewhat expensive. Years ago the AMF MITY 7 float lock vise was sold which was perfectly sized for small drill presses, but it's been out-of-production for years. On Youtube, MrPete222 copied that vise and showed it's manufacture in a series of videos. Since this vise would be perfect for my small drill press, I decided to make one as well.
The first video of Mr Pete's float lock vise build series is here:
The plans plus links to all the build videos for this project and many other Mr Pete projects are available at this website:
https://www.myheap.com/metalworking/mr-pete-project-page.html
The following are a few highlights from my build.
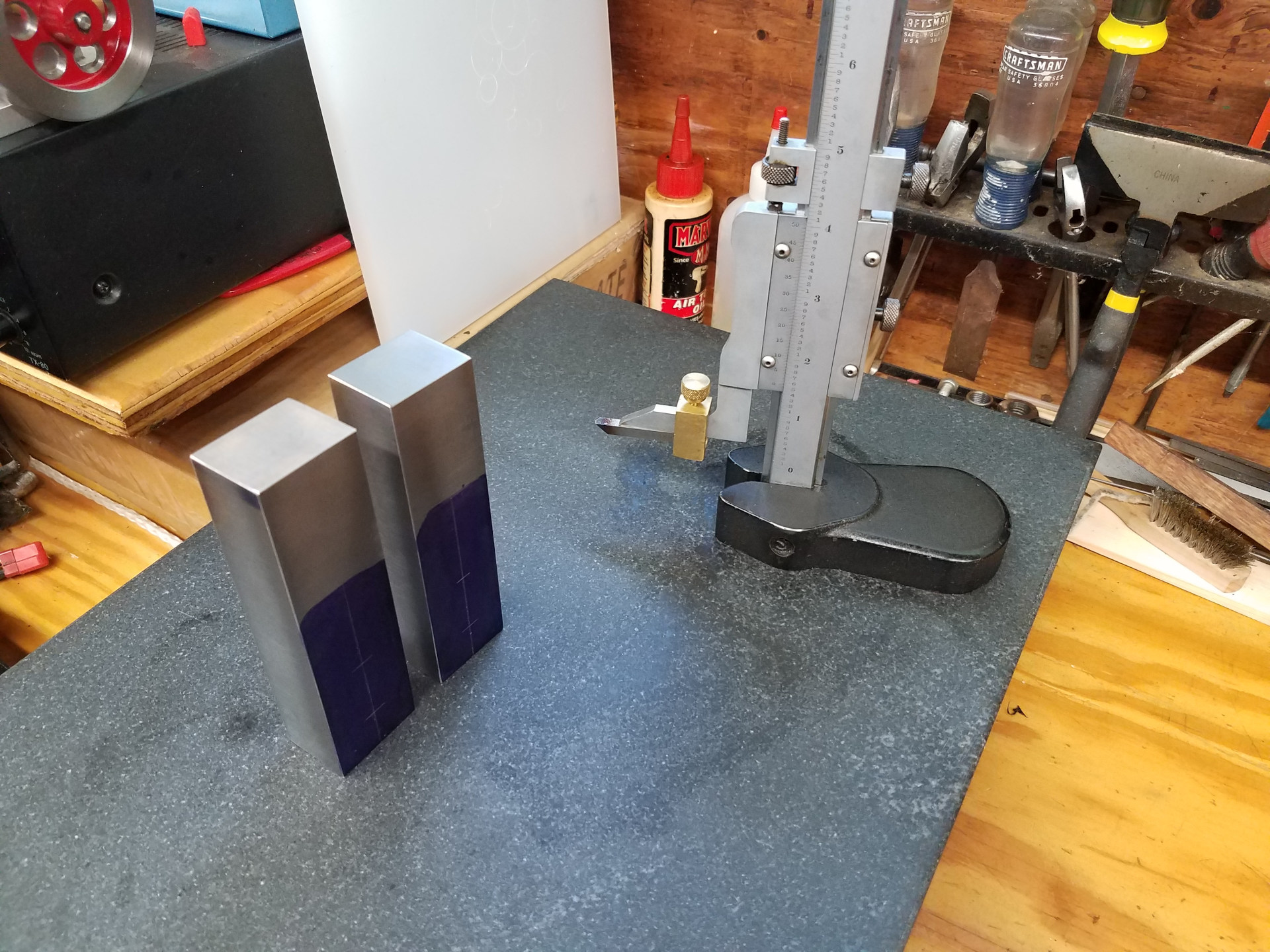
Like most jobs the work begins at the surface plate. A vertical height gauge is used to lay out the hole pattern on the jaws.

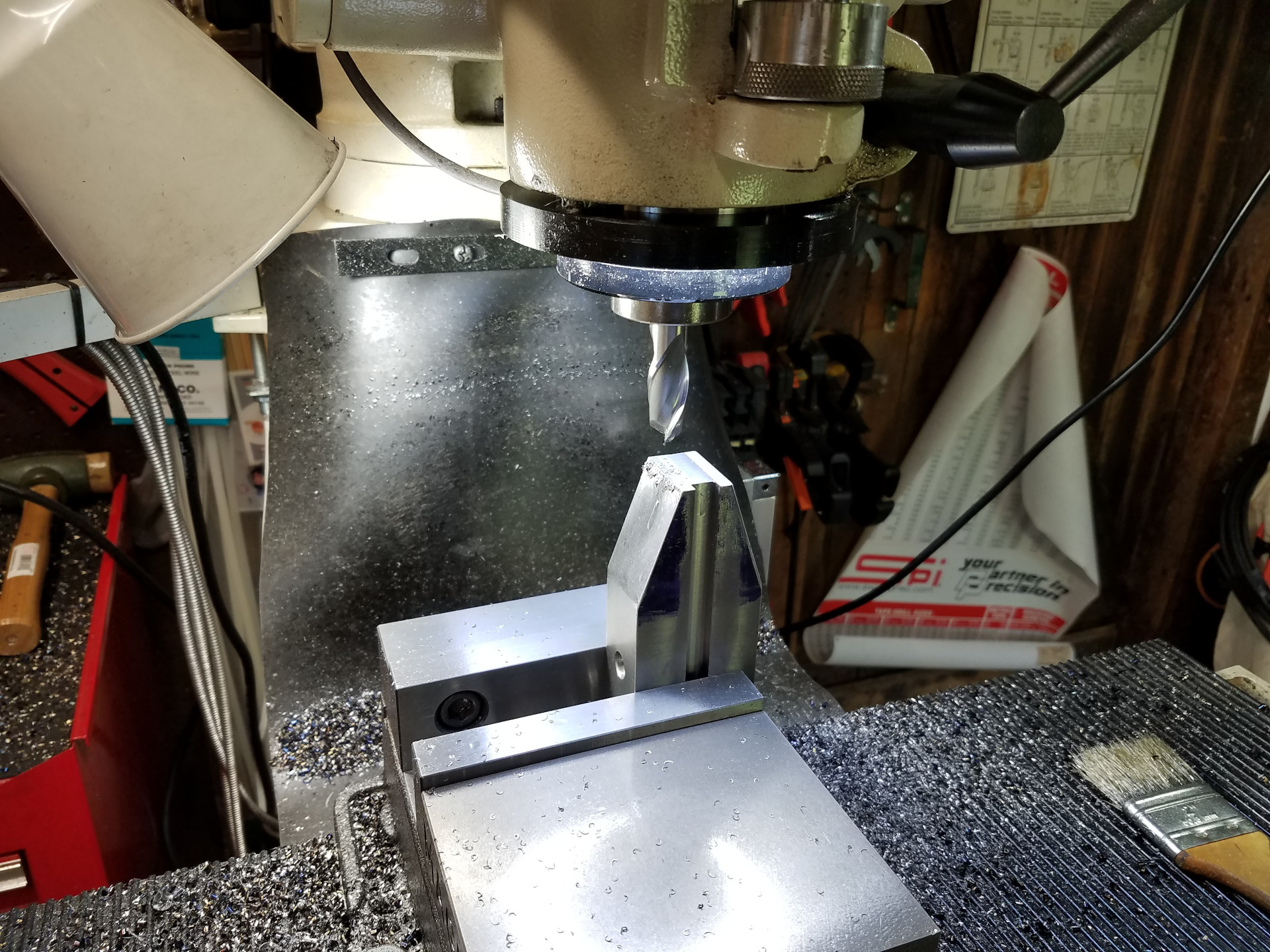
At the mill, the holes in the jaws are drilled with a large MT2 drill bit held in a MT2 to R8 adapter.

Taping the one hole with a 1/2-10 tandem ACME tap. For ACME threads, it's easier to cut these large threads with two different operations. A tandem tap has both a coarse and finish section on the same tap. While it works well, it is rather long which is why I'm doing this operation in the bench vise because of height issues at the mill.

Back at the surface plate, laying out the tapered part of the jaws.
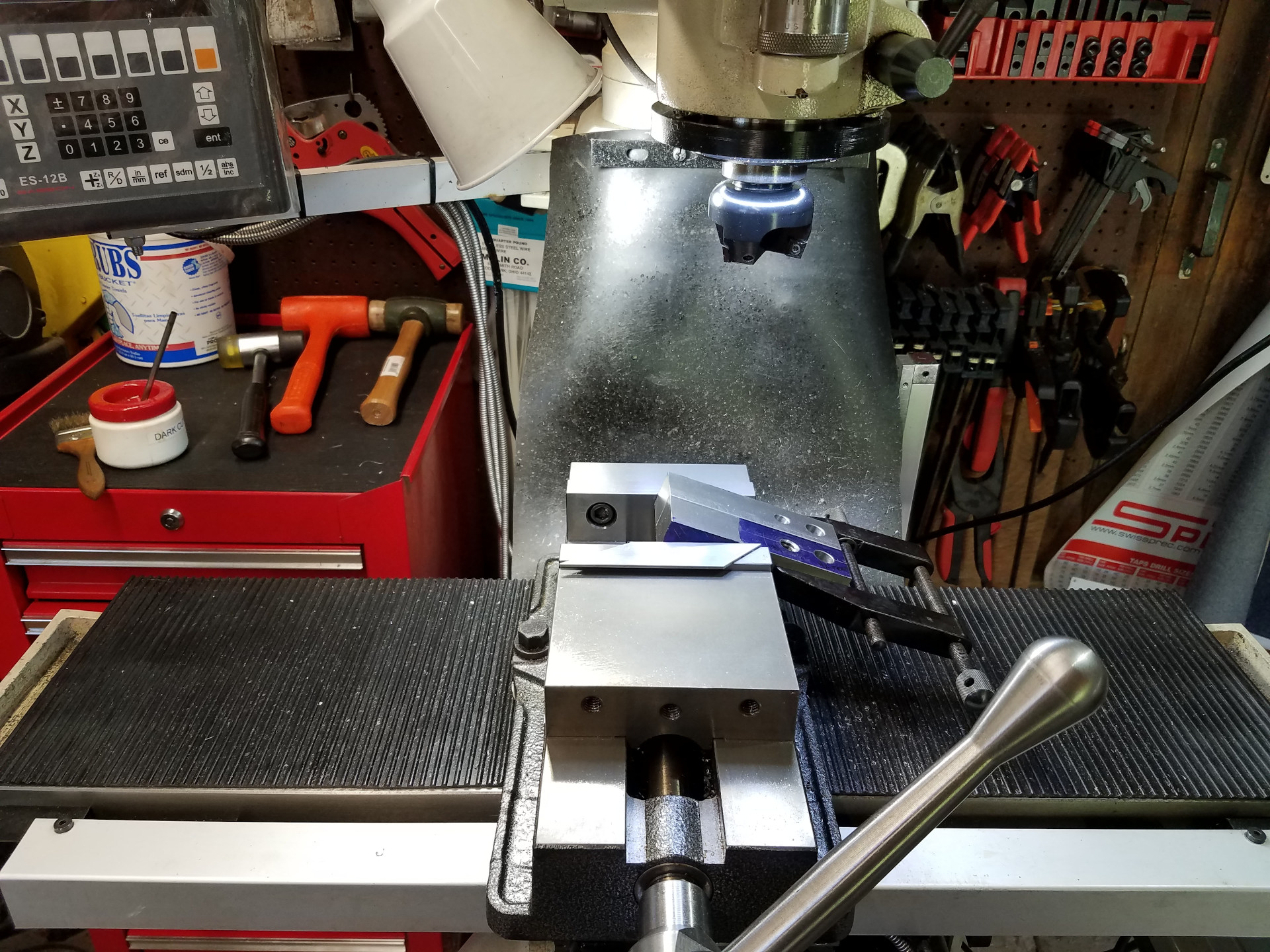
Placing the layout lines parallel with the mill vice's jaw to setup milling the tapered part of the float lock vise jaws. This isn't a precision angle so this simple method provides more than enough accuracy.

Using a face mill to cut the jaws.

Using an endmill to cut an inlay at the top of both jaws for holding thin stock. This is a very handy feature of this vise and I highly recommend adding it as shown in the plans.
Milling the ends of the jaws flush which will finish the majority of the mill work for the vise jaws.
The Float Lock Drill Press Vise build will continue with the next article.